Automatické svařování pod tavidlem | Rudetrans
Svařování pod tavidlem je jednou z nejproduktivnějších průmyslových technologií pro montáž kovových konstrukcí. Používá se k výrobě trvalých spojů dílů z uhlíkových a legovaných ocelí, ale i neželezných kovů. Moderní technologické vybavení pro svařování pod tavidlem nám umožňuje dosáhnout vysokého stupně automatizace procesů. Proto je proveditelnost použití metody určena délkou švu a tloušťkou svařovaných dílů.
Vlastnosti technologie svařování pod tavidlem
V závislosti na materiálu spojovaných dílů lze svařování provádět střídavým nebo stejnosměrným proudem. Elektroda je drát nebo páska navinutá na cívce. K ochraně svarové lázně před vystavením atmosférickému kyslíku se používá tavidlo – granulovaný nebo práškový materiál. Zpravidla je na bázi silikátů. Buzení, přerušení oblouku a podávání elektrody se provádí automaticky a tavidlo je vyléváno z násypky přes nálevku vlastní vahou. Během procesu svařování může být pohyb hlavy podél švu prováděn operátorem pomocí mechanických prostředků nebo pohonem použitého zařízení.
K roztavení elektrody a tavidla dochází vlivem teploty elektrického oblouku. Vzniklé bublinky plynu poskytují lázni ochrannou atmosféru. Svařovací struska se ukáže být lehčí než kov a vždy zůstává na povrchu švu a po ochlazení je mechanicky odstraněna. Vrstva tavidla a plyny vytvářejí přetlak dostatečný k zabránění rozstřikování kovu. Výsledný šev je proto mnohem čistší než u argonového oblouku nebo ručního svařování tyčovými elektrodami. Zbývající tavidlo lze znovu použít. Technologie je široce používána v průmyslové výrobě a restaurování dílů.

Aplikace svařování pod tavidlem
- Výroba trubek velkých průměrů. Svařování pod tavidlem umožňuje vytvářet obvodové, přímé a spirálové svary. Zařízení umožňuje plně automatizovat proces.
- Výroba kontejnerů a nádrží. Metoda svařování pod tavidlem umožňuje získat šev prakticky bez pórů a struskových vměstků. Nádrže jsou vhodné pro skladování a přepravu kapalin a plynů a používají se i v tlakových nádobách.
- Výroba kovových konstrukcí. Svařování pod tavidlem může výrazně snížit náklady na instalaci.
- Výroba a renovace dílů. Technologie svařování umožňuje nanést vrstvu kovu na celý povrch výrobku. Metoda povrchové úpravy se používá k obnově povrchů dílů a nanášení povlaků odolných proti opotřebení.
Typy zařízení pro svařování pod tavidlem
Moderní zařízení pro svařování pod tavidlem je navrženo tak, aby obsluha mohla zvolit polohu stroje a nastavit režim. Zbývající operace se provádějí automaticky. Výrobci vyvinuli mnoho standardních a jedinečných konstrukcí pro svařování pod tavidlem, což jim umožňuje řešit širokou škálu problémů ve výrobě i v polních podmínkách. Nejrozšířenější jsou následující typy zařízení.

- Traktory. Tyto mobilní stroje pro svařování pod tavidlem mají relativně malé rozměry a hmotnost. Při nastavování se pohybují ručně a při průchodu švem se pohybují automaticky. Existují i stroje s mechanickým pohonem: v režimu svařování obsluha reguluje rychlost pohybu vozíku ručně a tavidlo a drát přivádí pohon. V závislosti na provedení se vozík může pohybovat po kolejnicích nebo po samotném dílu.
- Mobilní svářecí zařízení. Taková zařízení se používají jak ve výrobních provozech, tak v terénu (například při pokládání potrubí). Nejčastěji mají modulární konstrukci a sestávají z konzoly, na které je umístěna svařovací hlava, válečkových podpěr s pohonem pro instalaci a otáčení dílu, jakož i zdroje energie.
- Stacionární svářecí zařízení. Pro sériovou výrobu kovových konstrukcí vzniká nejčastěji unikátní projekt zohledňující specifika výroby. Existuje však řada univerzálních svařovacích strojů pod tavidlem, které lze přizpůsobit jakémukoli úkolu. Stupeň automatizace takových zařízení umožňuje automaticky měnit směr pohybu dílu a hlavy ve všech osách a také měnit směr a rychlost otáčení. Je možné vytvořit technologické linky, které obsahují několik takových zařízení najednou.
Výhody a nevýhody technologie
Mezi výhody svařování pod tavidlem patří následující.
- Použití vysokých proudů (1000–2000 A) a drátu umožňuje dosáhnout vysoké produktivity zařízení.
- Použití tavidla pomáhá snižovat ztráty kovu v důsledku rozstřikování, zlepšuje podmínky pro ochranu švu a snižuje náklady na energii.
- Svařování při vysokých proudech umožňuje řízeně zvýšit hloubku průniku základního kovu.
- Strusková krusta vzniklá v důsledku tavení tavidla snižuje rychlost ochlazování svaru a chrání jej před praskáním.
- Svařovací prostor je uzavřen, což umožňuje obsluze pracovat bez štítu.
Technologie má i nevýhody. Mezi ně patří následující.
- Vysoké počáteční náklady na zařízení pro svařování pod tavidlem.
- Potíže s opravou polohy oblouku vzhledem k okrajům dílů.
- Neviditelnost svařovací zóny vytváří zvýšené nároky na kvalitu přípravných operací.
- Tavidlo je zdrojem prachu.
Jak vybrat vybavení
Nejdůležitějšími kritérii jsou geometrické parametry a materiál spojovaných dílů, dále sériová výroba a výrobní podmínky. Pro svařování pod tavidlem se používají univerzální zdroje. Volí se v závislosti na průřezu elektrody a maximální síle proudu.
Chcete-li zajistit, aby zařízení pro svařování pod tavidlem splňovalo všechny provozní parametry, je nejlepší kontaktovat výrobce nebo oficiální prodejce. Vždy mají schopnost přizpůsobit zařízení konkrétním úkolům.
Automatické svařování pod tavidlem – obloukové svařování drátem (drátová elektroda) pod vrstvou tavidla s mechanizovanými operacemi podávání drátu a pohybu oblouku po linii švu.
Běžné zápisy
SAW – Svařování pod tavidlem – svařování pod tavidlem
Podstata procesu svařování pod tavidlem
Svařování pod tavidlem lze provádět automatickými a poloautomatickými stroji, ale ty se používají zřídka.
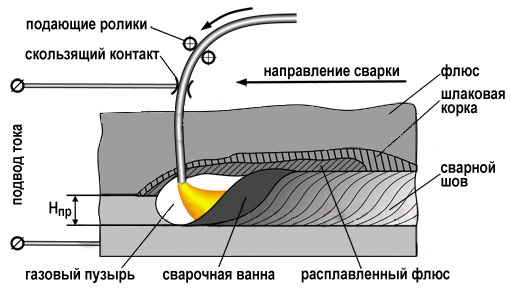
Výkres. Schéma svařování pod tavidlem
Drát je přiváděn do svařovací zóny pomocí podávacích válečků. Proud je vodiči přiváděn posuvným kontaktem. Hustá vrstva tavidla vylévaná z násypky za pohybu svařovacího stroje poskytuje účinnou ochranu roztaveného kovu svarové lázně před interakcí se vzduchem. Oblouk hoří v plynové bublině, která je tvořena výpary a plyny tavidla a roztaveného kovu. V důsledku metalurgické interakce strusky a roztaveného kovu a krystalizace kovu svarové lázně vzniká svar s požadovaným chemickým složením a mechanickými vlastnostmi. Na povrchu svaru je snadno odstranitelná strusková krusta vytvrzeného tavidla. Nepoužité tavidlo se shromažďuje v zařízení pro tavidlo pro další použití při svařování.
Výhody metody:
- Zvýšená produktivita;
- Minimální ztráta kovu elektrody (ne více než 2%);
- Žádné stříkání;
- Maximální spolehlivá ochrana svařovací zóny;
- Minimální citlivost na tvorbu oxidů;
- Jemně šupinatý povrch svarového kovu díky vysoké stabilitě procesu hoření oblouku;
- Nejsou nutná žádná ochranná zařízení proti světelnému záření, protože oblouk hoří pod vrstvou tavidla;
- Nízká rychlost ochlazování kovu zajišťuje vysoké mechanické vlastnosti svarového kovu;
- nízké náklady na školení;
- Neexistuje žádný vliv subjektivního faktoru.
Nevýhody metody:
- mzdové náklady spojené s výrobou, skladováním a přípravou svařovacích tavidel;
- Potíže s nastavením polohy oblouku vzhledem k okrajům svařovaného výrobku;
- Nepříznivé účinky na operátora;
- Bez speciálního vybavení není možné provádět svařování ve všech prostorových polohách.
Aplikace:
- Svařování v dílně a podmínky instalace
- Svařování kovů od 1,5 do 150 mm a více;
- Svařování všech kovů a slitin, různých kovů.
Způsoby, jak zvýšit produktivitu:
- Svařování (navařování) nezávislým obloukem hořícím mezi dvěma elektrodami (do výrobku není přiváděn žádný proud); ve velké vzdálenosti od oblouku k povrchu výrobku se základní kov vůbec neroztaví.
- Svařování třífázovým obloukem, při kterém hloubka průniku závisí na poměru proudů v obloucích hořících mezi elektrodami a výrobkem.
- Svařování různými oblouky. Oblouk mezi elektrodami a produktem je napájen stejnosměrným proudem a oblouk mezi elektrodami střídavým proudem.
- Jednofázové dvouelektrodové navařování, založené na napájení elektrod a produktu z konců a středu sekundárního vinutí svařovacího transformátoru.
- Navařování s přívodem výplňového drátu do oblouku (do drátu není přiváděn žádný proud).
- Svařování (navařování) na podložce vyrobené z kovu požadovaného chemického složení a vykonávání funkcí tepelné absorpce svařovacího oblouku a zvyšování rychlosti nanášení.
- Svařování kombinovaným obloukem (závislý a nezávislý, hoření mezi hlavní a přídavnou elektrodou).
- Svařování dělenou elektrodou.
- Svařování (navařování) pásovou elektrodou.
- Víceobloukové svařování:
- do společné koupele;
- v oddělených lázních.