Metody výběru a výpočtu polyetylenových trubek
Algoritmus pro výběr a výpočet polyetylenových trubek se liší v závislosti na účelu:
- zásobování vodou a hygiena;
- zplyňování;
- kabelové vedení.
Zásobování vodou a hygiena
Technické požadavky na polyetylenové trubky používané ve vnějších vodovodních sítích a tlakových kanalizačních systémech upravuje GOST 18599-2001 se změnami 1 a 2.
Tento GOST obsahuje několik typů trubek, které se liší jak výrobní technologií, tak typem použitých surovin. Výběr konkrétního typu potrubí a následné výpočty by měly být provedeny na základě požadavků:
- SP 399.1325800.2018 „PRAVIDLA. VENKOVNÍ SYSTÉMY ZÁVODU VODY A KANALIZACE Z POLYMERNÍCH MATERIÁLŮ“;
- SP 32.13330.2018 „PRAVIDLA. ODPADNÍ VODY. EXTERNÍ SÍTĚ A STRUKTURY“;
- SP 31.13330.2012 „PRAVIDLA. VODOVOD. “EXTERNÍ SÍTĚ A STRUKTURY”.
V závislosti na účelu, způsobu instalace a konstrukční oblasti je výběr typu potrubí omezen na následující tabulku:
| Jmenování | Způsob pokládky | |||
|---|---|---|---|---|
| příkop | bezvýkopové (včetně HDD) | rekonstrukce tahovou metodou | instalace ve speciálních přírodních a klimatických podmínkách * | |
| Zásobování pitnou vodou | Trubky pití z PE-80 nebo PE-100 jednovrstvé | Trubky na pitnou vodu s vnější vrstvou z PE-100 RC (jednovrstvé nebo vícevrstvé) | Trubky na pitnou vodu s vnější vrstvou z PE-100 RC (jednovrstvé nebo vícevrstvé) | Trubky na pitnou vodu z PE-100, jednovrstvé, s dodatečným ochranným pláštěm |
| Zásobování požární a technickou vodou, tlaková kanalizace | Trubky technický z PE-80 nebo PE-100 jednovrstvé | Trubky na pitnou vodu s vnější vrstvou z PE-100 RC (jednovrstvé nebo vícevrstvé) | Trubky na pitnou vodu s vnější vrstvou z PE-100 RC (jednovrstvé nebo vícevrstvé) | Trubky na pitnou vodu z PE-100, jednovrstvé, s dodatečným ochranným pláštěm |
* Zvláštní přírodní a klimatické podmínky zahrnují:
- umělé, skalnaté, pokleslé nebo permafrostové půdy,
- málo rozvinutá území,
- seismicita přes 6 bodů,
- místa se zvýšeným osluněním (hodnota celkového ročního slunečního záření na vodorovném povrchu je více než 1716 kW h/m) dle SP 131.13330 a dále výstavba potrubí v násypech.
Pro každé vybrané potrubí je nutné provést:
- hydraulický výpočet,
- pevnostní výpočet,
- výpočet stability pláště potrubí,
- technicko-ekonomický výpočet.
Naše doporučení pro výběr
Pokud chcete ušetřit peníze zákazníka a nechcete budoucímu zhotoviteli dělat problémy, pak doporučujeme při projektování dodržovat následující pravidla (určují je specifika trhu s polyetylenovými trubkami):
- nepoužívejte PE-80;
- používejte “technické” potrubí, kdykoli je to možné (ale nezapomeňte zahrnout GOST do specifikací);
- při výběru mezi trubkou zcela vyrobenou z PE-100 RC a trubkou s vnější vrstvou PE-100 RC zvolte pro průměry 110-630 trubku s vnější vrstvou PE-100 RC, jinak – jednovrstvou trubku vyrobenou z PE-100 RC;
- vyberte průměr z následujících možností: 50, 63, 90, 110, 160, 225, 280, 315, 400, 500, 630, 710, 800, 900, 1000, 1200, 1400, 1600;
- vyberte SDR z následujících možností: 11, 17;
- Pokud studie proveditelnosti vyžaduje jiný SDR (ne z předchozího bodu), vezměte prosím na vědomí:
- Na trhu nejsou žádné trubky s SDR 6;
- trubky s SDR 7.4, 33 a 41 jsou vyráběny pouze pro VELKÉ objemy (od 20 tun) a mají velké problémy s dopravou;
- trubky s SDR 9, 13.6, 17.6 (kromě několika specifických průměrů) nejsou skladovou položkou a jsou vyráběny závody pouze v běžných objemech (od 5 tun);
- pro trubky s SDR 21+ prakticky neexistují (ani teoreticky) elektrotavné a lité tvarovky;
- u trubek s SDR 7.4 a 9 nejsou elektrosvařovací a lité tvarovky skladovou položkou (doba dodání od 4 týdnů);
Zásobování plynem
Technické požadavky na potrubí používaná při zásobování plynem jsou definovány v GOST R 58121.2-2018.
kabelové vedení
Od roku 2014 musí trubkové výrobky pro pokládku kabelů odpovídat GOST R IEC 61386.24-2014

Polyetylenové (PE) trubky jsou určeny pro instalaci vodovodních a plynových sítí, ventilačních potrubí. Materiál nepodléhá korozi, nehromadí usazeniny, je mrazuvzdorný (do -70 0 C), bezpečný pro životní prostředí. Ukazatele tepelné odolnosti se pohybují v rozmezí +40+50 0 C, síťovaný polyetylen si zachovává své vlastnosti až do +95 0 C.
Svařování polyetylenových trubek GOST zajišťuje stabilní vlastnosti v celém obrysu, včetně oblastí spojů.
<strong>Základní svařovací techniky</strong>
Polyethylen je materiál s rozšířeným rozsahem viskózních stavů toku a vyznačuje se svařitelností bez omezení. V praxi se používají dvě možnosti tvarovacích systémů:
- Svařování na tupo PE GOST : technologie vytváření trvalých spojů umožňuje získat potrubí s vysokou těsností zón. Kloubní oblasti se svou silou neliší od hladkých oblastí.
- Elektrofúzní metoda : k práci se používají speciální svařovací stroje, díky kterým je možné spojovat prvky ve stísněných podmínkách. Svařování se provádí pomocí zapuštěných topných hadů na úsecích potrubí od 20 mm.
Pro každou metodu byly vyvinuty podmínky pro vytvoření pevných a hermetických spojení určených pro konkrétní oblast použití.
<strong>Metoda zadku</strong>
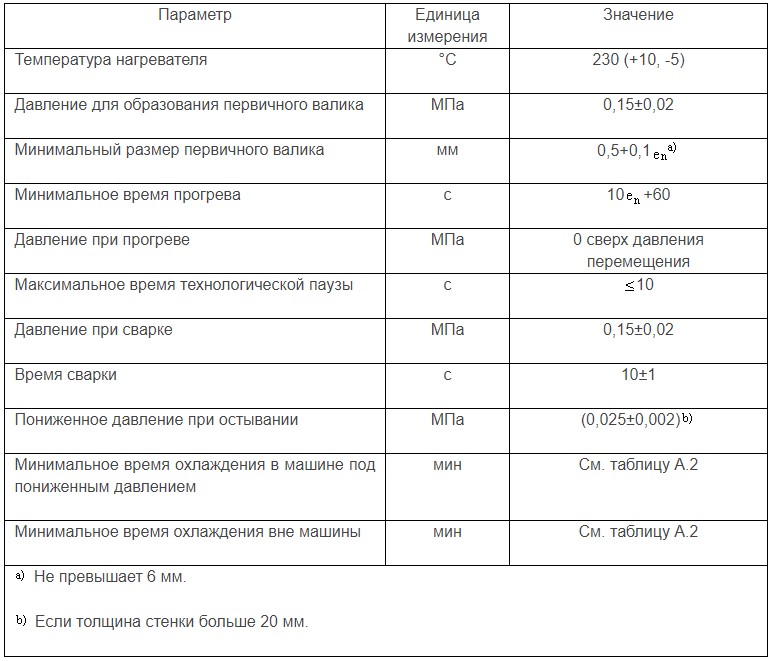
Procesní podmínky jsou řízeny tlakovými indikátory a časovými intervaly pro ohřev a chlazení spojovaných dílů. Závislosti jsou uvedeny v tabulce.
PE s nízkou hustotou
PE s vysokou hustotou
Teplota ohřevu, 0 C
Tlak v oblasti spoje za podmínek s vyhřívanými konci, MPa
Doporučená doba ohřevu (s) platí pro následující parametry tloušťky stěny (mm)
Usazovací tlak, MPa
Minimální doba chlazení zóny spáry (min) se doporučuje pro následující rozsahy tloušťky stěny (mm)
Údaje o chlazení a vytápění jsou uvedeny pro teplotu okolního vzduchu při +20 0 C.
Svařování polyetylénu GOST Metodou svařování na tupo se spojují úseky trubek o průměru 50 mm a více. Tato možnost se nedoporučuje pro výrobky s menším průřezem kvůli tvorbě vnitřního otřepu, který snižuje průtokový kanál.
<strong>Elektrofúzní metoda</strong>
Tavení profilů zapuštěnými spirálami se provádí za podmínek řízeného těsnění vzniklého tepelnou roztažností materiálu.
- V průběhu svařování PE trubek GOST Proud je přiváděn do topného článku a taví polymer.
- Teplo se přenáší na koncové části pod spojkou.
- Oblast se rozšiřuje a vytváří tlak nezbytný pro proces.
Po odpojení přívodu proudu se materiál ochladí a vytvoří stejnoměrně utěsněný spoj.
<strong>Montážní funkce</strong>
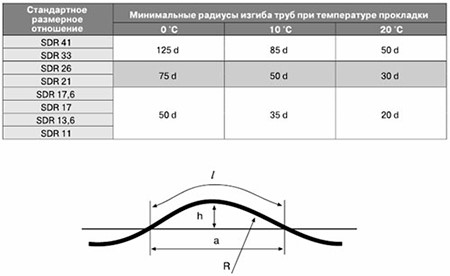
Polyetylen se vyznačuje změnou lineárních parametrů během ohřevu a chlazení. V podzemních obrysech kabelů je expanze a kontrakce méně výrazná. Pro snížení dopadu efektu se používá vzor pokládky se změnou směru („had“). Je také nutné počítat s poklesem pružnosti s klesající teplotou. Tabulka ukazuje vztah mezi přípustnými poloměry ohybu a okolní teplotou.
Hotový svarový spoj se kontroluje podle následujících kritérií:
- Symetrie švů : oblast se na obou stranách křižovatky jeví stejně. Absence viditelné symetrie naznačuje rozdíl ve viskozitě dílů, to znamená, že síla svaru neodpovídá GOST.
- Kvalita otřepu : ve spoji dle požadavků odstín odpovídá barvě potrubí, povrch neobsahuje praskliny, póry ani cizí vměstky.
- Pozice : otřepy pokrývají plochu rovnoměrně, posunutí stěn zůstává do 10 % tloušťky.
<strong>Postup svařování na tupo</strong>
Připojení PE trubek se provádí v následujícím pořadí:
- Přípravná fáze : koncové části se odříznou, načež se zarovnané části zahřejí, dokud se neroztaví. Topné těleso se pouze dotýká povrchu, přičemž teplota taveniny zvenčí se postupně šíří do vnitřních částí.
- Hlavní proces : po zahřátí polyetylenu je topné těleso opatrně odstraněno z povrchu, aby nedošlo k poškození změkčených koncových částí.
- Spojení na tupo : ihned po vyjmutí ohřívače se konce spojí stlačením, dokud se nevytvoří symetrická housenka, která zajistí spojení dílů bez posunutí. V důsledku působení tlaku v kontaktní zóně se vytvářejí silné mezimolekulární vazby.
- Závěrečná fáze : Během procesu ochlazování je polyetylen strukturován a vytváří pevný šev.
Roztavené konce trubek zůstávají fixovány ve svařovacím stroji a spojují se pod tlakem po stanovenou dobu, dokud sekce zcela nevychladne.
<strong>Postupy svařování na tupo podle GOST</strong>
Požadavky na kvalitu připojení zahrnují tři způsoby:
- Při nízkém tlaku (tabulka 1).
- Použití dvojnásobného sníženého tlaku (tabulka 2).
- Za podmínek vysokého tlaku (tabulka 3).
Tabulka 1

Tabulka 2

Tabulka 3

<strong>Požadavky na svarové spoje</strong>
Procesem spojování roztavených konců a následného ochlazení vzniká pevný spoj, přičemž obě části trubky musí zůstat pružné. Abyste získali výhody metody zadku, je důležité dodržovat doporučení pro každou fázi:
- Při procesu řezání je nutné dosáhnout co nejrovnoměrnějších spojů.
- Po vytvrzení by měl být šev vizuálně jednotný a symetrický. Pokud jsou viditelné vady a deformace, bude pevnost spoje nižší.
- Svařovací zařízení musí produkovat požadovanou teplotu.
Vyjmutí ohřívače a následné lisování konců se provádí rychle a opatrně, aby nedošlo k deformaci roztaveného polymeru. Je nutné zajistit, aby se vlhkost, prach a jiné nečistoty nedostaly na povrch – to vše oslabuje šev a snižuje trvanlivost spoje.
<strong>Kontrola kvality</strong>
Vlastnosti připojení se kontrolují následujícími metodami:
- Zkouška tahem (podle požadavků ISO 13953).
- Zkouška odolnosti proti hydrostatickému tlaku (ISO 1167–1,3,4 při +80 0 C po dobu 1000 h).
- Studie výkonu při vysokorychlostním tahu (předpis ASTM F2634).
Nedestruktivní zkoušení na pracovišti se provádí vizuálním posouzením kvality svaru.
Vlastnosti výsledného spoje musí odpovídat parametrům polyetylenu a také podmínkám svářečských prací. Kromě toho lze k detekci vnitřních dutin a cizích inkluzí použít ultrazvukovou diagnostiku a radiografické metody.
Svařování PE trubek v souladu s normami GOST zaručuje vytvoření utěsněných spojů, které nejsou v technických vlastnostech horší než bezešvé profily. Zařízení pro tupo a elektrofúzní techniku představuje katalog PROSVAR. V otázkách týkajících se technických možností poskytujeme bezplatné konzultace a pomoc s výběrem.





