Svařování polypropylenových trubek vlastníma rukama: pravidla pájení pro začátečníky |
Montáž plastových trubek lze provádět ručně pomocí jednoduchého svařovacího zařízení pro hrdlové difuzní svařování. Řekneme vám jak.
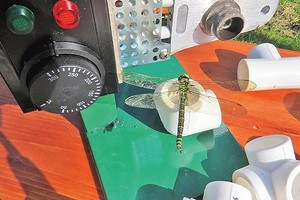

Polypropylenové trubky jsou v současné době široce používány pro pokládku vodovodních potrubí a potrubí pro topné systémy v soukromých domech.

Při zahřívání PPR trubek a tvarovek na hrdlech svářečky dochází k lokální depolymerizaci polypropylenu a při těsném vyrovnání a ochlazení povrchů svařovaných trubek dochází k vzájemné difúzi materiálu a repolymerizaci. S přihlédnutím ke všem jemnostem svařovací technologie se tak svařované povrchy trubek a tvarovek stávají jedním.



Řez svarového spoje


Zařízení pro difuzní hrdlové svařování polypropylenových trubek
Pro práci budete potřebovat:
- Řezačka trubek. Nejběžnější možností jsou nůžky na trubky. Taková řezačka trubek však nezaručuje rovnoměrný řez a může trubku částečně deformovat. Hladšího řezu se dosáhne při použití kruhové řezačky trubek na plastové trubky. Při absenci speciálního řezného nástroje můžete použít pilu na železo s jemným zubem a pokosovou schránkou.
- Trimmer. Při použití potrubí vyztuženého kovovou fólií v systémech vytápění a zásobování teplou vodou se doporučuje odstranit vnitřní vrstvu fólie až na 2 mm, aby se zabránilo delaminaci stěn potrubí při hydraulických rázech při vysokých teplotách. Zastřihovač vám také umožňuje získat hladké zkosení a odstranit případné otřepy.
- Pravítko a tužka. Na potrubí je nutné změřit a vyznačit doporučenou hloubku svařování. Pokud při svařování nedodržíte normy pro prohlubování trubek do tvarovek, mohou se uvnitř vytvořit polypropylenové válečky, které zužují vůli trubky. Také značky na trubce a tvarovkách jsou užitečné pro svařování trubek v určité relativní poloze.
- Alkoholové ubrousky. Místo svařování polypropylenové trubky musí být důkladně zbaveno prachu a odmaštěno, aby se zabránilo vzniku kapilárních kanálků v tloušťce svařovaného materiálu.
- Svařovací stroj s výměnnými nástrčnými tryskami (trnové spojky). Pro většinu případů je vhodný konvenční a levný svařovací stroj s topným tělesem ve tvaru meče o výkonu do 1 kW. Takové zařízení může zajistit svařování trubek o průměru až 63 mm. Profesionální svářečky jsou výkonnější, přesnější v regulaci teploty. Profesionální zařízení vám také umožňují současně ohřívat dva páry nátrubků různých průměrů, abyste neztráceli čas jejich výměnou při svařování trubek různých průměrů. Pro svařování PPR trubek na těžko přístupných místech jsou k dispozici svářečky s tenkým kulatým topným tělesem, které může být umístěno buď rovně, nebo pod úhlem 90 stupňů. Objímky pro takové svářečky jsou vyrobeny jako jeden celek s otvorem pro topné těleso mezi objímkou a trnem. Při výběru svářečky je důležité věnovat pozornost tomu, aby nátrubky v sadě byly potaženy teflonovým nepřilnavým povlakem (označovaným jako PTFE), aby se zabránilo přilnutí plastu k nátrubkům. Při domácím použití postačí dvě kontrolky ohřevu: červená (provozní kontrolka) a zelená (indikující dosažení nastavené teploty). Rukojeť regulátoru topení musí mít zřetelné odstupňování a dobrou fixaci ve zvolené poloze. Na stojanu svařovacího stroje nebude žádná přídavná svorka: umožňuje vám upevnit stroj tak, aby se nepohyboval, když jsou vyhřívané trubky odpojeny.

Stroj na svařování polypropylenových trubek
Jaké polypropylenové trubky si vybrat?
Pro provoz v jednoduchých vodovodních systémech v městských oblastech si můžete vybrat potrubí PPR od jakéhokoli výrobce. Pro přívod studené vody se používají nevyztužené trubky a pro přívod teplé vody trubky vyztužené skelným vláknem nebo fólií (při zahřátí na 10 °C se vyztužené polypropylenové trubky prodlouží pouze o 0,3 mm na běžný metr a nevyztužené trubky se prodlouží o 1,5 mm) .


Také drahé trubky PPR mají výztuž ze skelných vláken, která nepřispívá k delaminaci stěn potrubí v případě defektů svařování, jako u trubek s výztuží kovovou fólií. Dražší trubky PPR se snadno odlišují tenčími stěnami trubek a lepší elasticitou, zejména při chlazení. Takové trubky lépe odolávají náhodnému zamrznutí vody v nich – natahování bez porušení integrity.
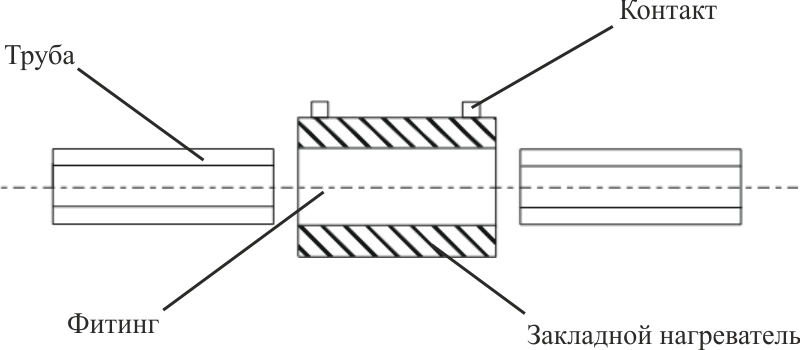
Elektrofúzní svařování HDPE trubek (svařování s vestavěnými elektrickými ohřívači)
Proces svařování plastových trubek pomocí elektrosvařovaných tvarovek (nejčastěji polyetylen, méně často se technologie používá pro polypropylen a další materiály) spočívá ve spojování trubek pomocí zabudovaných ohřívačů (kovová spirála instalovaná uvnitř plastového spojovacího dílu – tvarovky). Svařovací stroj je připojen ke kontaktům tvarovky a napájí cívku proudem přesně definovaných parametrů. Teplo uvolněné při tomto procesu roztaví polyetylen, materiál se změkčí a spojí svařované prvky a vyplní prostor mezi nimi. Po ochlazení a krystalizaci polyethylenu tvoří trubky a spojovací kus jedinou strukturu. Svařovaný spoj získaný pomocí této technologie je považován za nejspolehlivější možnost pro svařování PE trubek.
Výhody svařování spojkami oproti jiným způsobům svařování HDPE trubek
- Nízká cena elektrofúzních svařovacích strojů: ve srovnání se svařovacími stroji na tupo může být cena zařízení řádově nižší, to platí zejména pro trubky velkého průměru;
- Zařízení pro elektrofúzní svařování je lehčí, kompaktnější a všestrannější. Svářečské práce lze provádět ve stísněných podmínkách, kde není možné provádět svařování natupo, včetně oprav stávajících sítí. Navíc při použití elektrických svařovaných tvarovek je možné svařovat potrubí nejen v horizontální rovině, ale také v různých úhlech, včetně šikmých a vertikálních úseků.
- Důležitý bod: technologický proces elektrofúzního svařování je mnohem jednodušší na provedení než svařování na tupo. Minimalizuje se tak možnost lidské chyby. Vlastní svařovací proces je ve skutečnosti prováděn automaticky svařovacím strojem. Větší význam zde má správné provedení přípravných operací: upevnění svařovaných prvků, čištění a odmašťování pracovních ploch atd.
- Svařování s vestavěnými ohřívači umožňuje spojovat dohromady prvky s různými SDR a vyrobené z různých složení polyetylenu (PE80, PE100 atd.).
- Při elektrofúzním svařování na rozdíl od svařování na tupo nevznikají žádné vnitřní otřepy (válce roztaveného materiálu stlačené dovnitř) – průchodnost potrubí se nesnižuje.
Video ze svařování HDPE spojek:
Doporučení pro proces manžetového svařování tlakových PE potrubí
Elektrofúzní svařování musí být prováděno v souladu s pokyny výrobce použité armatury, aktuálními národními předpisy a nařízeními a následujícími obecnými doporučeními:
- Připravte svařovací plochu: musí být chráněna před srážkami, větrem, pískem, prachem, příliš nízkými nebo vysokými teplotami (ne nižšími než -10°C a vyššími než +40°C). V případě potřeby použijte ochranný svářečský stan s nainstalovanými ohřívači.
- Očistěte konce trubek od nečistot.
- Trubky řežte kolmo k ose (odchylka od kolmice by neměla přesáhnout 0,5 tloušťky stěny trubky). Pro řezání plastových trubek je povoleno používat speciální řezačky trubek nebo pily, které nevyžadují mazání.
- V případě nekulatosti trubek (rozdíl mezi maximálním a minimálním vnějším průměrem) použijte zaoblovací zařízení (zaoblovací podložky, kalibrační svorky, polohovadla s funkcí zaoblení). Ovalita by neměla překročit hodnoty stanovené regulačními dokumenty.
- Zkontrolujte, zda tvarovka odpovídá typu potrubí (průměr a SDR).
- Pomocí fixy označte svařovací zónu na koncích trubky v délce minimálně 0,5 délky spojky od konce trubky nebo odizolovací zónu v místě instalace sedla (pokud používáte sedla ).

Vyčistěte potrubí pomocí speciálního odstraňovače oxidu nebo ruční škrabky do hloubky 0,2 mm:

Tloušťka odizolování by měla být rovnoměrná po celé délce. Doporučuje se vyčistit oblast s malou rezervou. Značky odizolování by měly být viditelné na obou stranách kování nebo kolem sedla.

Označte hloubku zasunutí na trubky fixem.

 Úhel ohybu trubek a tvarovek by neměl překročit 5 stupňů (v závislosti na účelu potrubí se hodnota může lišit). Aby se zabránilo uvolnění roztaveného materiálu ze svařovací zóny, není dovoleno vyvíjet jakékoli mechanické zatížení na trubky a tvarovky, dokud svarový spoj nevychladne. Z tohoto důvodu je použití polohovadel zvláště důležité při svařování trubek dodávaných ve svitcích, jakož i při svařování tvarovky a části trubky v blízkosti výstupního bodu potrubí kladeného směrovým vrtáním. Pokud jsou sedla svařovaná, nainstalujte je v souladu s pokyny výrobce. Pokud má sedlo závitové spoje, zcela je utáhněte (aby nedošlo k deformaci během zahřívání po roztažení materiálu)
Úhel ohybu trubek a tvarovek by neměl překročit 5 stupňů (v závislosti na účelu potrubí se hodnota může lišit). Aby se zabránilo uvolnění roztaveného materiálu ze svařovací zóny, není dovoleno vyvíjet jakékoli mechanické zatížení na trubky a tvarovky, dokud svarový spoj nevychladne. Z tohoto důvodu je použití polohovadel zvláště důležité při svařování trubek dodávaných ve svitcích, jakož i při svařování tvarovky a části trubky v blízkosti výstupního bodu potrubí kladeného směrovým vrtáním. Pokud jsou sedla svařovaná, nainstalujte je v souladu s pokyny výrobce. Pokud má sedlo závitové spoje, zcela je utáhněte (aby nedošlo k deformaci během zahřívání po roztažení materiálu) 

Většina výrobců tvarovek duplikuje na štítku minimální informace o parametrech svařování v textové podobě pro ruční zadání (doba svařování, svařovací napětí, doba chlazení). Avšak úplnější a přesnější parametry, které berou v úvahu korekce na okolní teplotu, skutečný odpor montáže atd. jsou přesně uvedeny v čárovém kódu (pokud není skener nebo je štítek poškozen, můžete ručně zadat čísla kódů umístěná vedle něj – údaje budou totožné). Pokud se z nějakého důvodu doba svařování a napětí zadávají ručně, důrazně se doporučuje použít korekční faktory okolní teploty poskytnuté výrobcem tvarovky. Pro správné nastavení doby svařování také nezahřívejte ani neochlazujte snímače okolní teploty svářečky (obvykle umístěné na svařovacích kabelech nebo na těle stroje).


