Vlastnosti a technologie svařování mosazi
Slitina mědi a zinku, zvaná mosaz, má mnoho pozitivních vlastností. Hlavní je odolnost proti korozi. Když k tomu přidáme krásnou přírodní barvu, schopnost leštění a snadné opracování, dostaneme relativně levný univerzální materiál pro technické i umělecké výrobky.
Vlastnosti svařování mosazných výrobků
Zinek přináší do tohoto procesu určité vlastnosti. Konkrétně jeho nízký bod tání (419 ℃ oproti 700 ℃ pro měď). Při tomto poměru teplot tání se zinek začíná vypalovat mnohem dříve než se taví měď. Další nepříjemnou vlastností je, že oxid ZnO, který vzniká při spalování zinku, je velmi toxická sloučenina. Z toho plynou přísné bezpečnostní požadavky zaměřené na ochranu očí a dýchacích cest.
Oxid zinečnatý vytváří další problém, když se ukládá na svařovaných dílech, což negativně ovlivňuje kvalitu svarů. A pouze speciální příprava procesu a řada technologických metod pro jeho realizaci může neutralizovat škodlivé účinky zinku.
Svařovací příprava
Příprava na svařování mosazných dílů se příliš neliší od přípravy měděných dílů. Rozdíl je v tom, že tenké pláty mosazi není třeba před zahájením práce zahřívat. Předehřev je relevantní pouze pro díly významné tloušťky a provádí se bezprostředně před svařováním.
Tenké plechy (tloušťka menší než 1,5 mm) vyžadují lemování, které téměř zdvojnásobuje pevnost svaru. Plechy o tloušťce 1,5 mm až 5 mm se svařují bez lemování nebo zkosení hran.
Při práci se silnějšími plechy se stává důležitější úkol udržet mezeru mezi díly do 2 mm. Při použití speciálních podložek je přípustné zvětšit mezeru na 4 mm.
Při tloušťce plechu od 6 mm do 15 mm se okraj ořízne ve tvaru písmene V.
Plechy o tloušťce 6 – 25 mm lze péct pouze z obou stran. V tomto případě je žádoucí oříznout okraje ve tvaru písmene „X“. Porušení některého z výše uvedených pravidel nevyhnutelně vede k napětí v konstrukci až ke zničení švu.
Připravené hrany se mechanicky očistí „na kov“ brusivy nebo naleptá 10% kyselinou dusičnou, omyjí a otřou hadrem.
Svařování mosazi
Bez ohledu na volbu metody má svařování mosazi své vlastní vlastnosti:
- aby se zabránilo porézní struktuře švu, není dovoleno provádět šev rychlostí nižší než 15 – 20 cm/min;
- tavitelnost a tekutost mosazi neumožňují svařování stropních švů;
- vertikální švy se provádějí pomocí přídavného vytápění.
Válcované mosazné plechy se spojují nejčastěji odporovým svařováním. Mosaz je jednou z mála slitin mědi, které lze tímto způsobem svařovat. Je to všechno o poměrně vysokém elektrickém odporu mosazi ve srovnání s jinými slitinami mědi a mědí samotnou v její čisté formě.
Při použití této metody není všechna mosaz svařena stejně. Vše závisí na procentu zinku ve slitině. A-mosaz obsahující asi 30 % zinku se dobře svařuje.
Nejčastěji používané metody pro svařování mosazných dílů jsou:
- v prostředí inertního plynu (argon);
- ruční a poloautomatické svařování elektrickým obloukem;
- plynový plamen.
Tento typ není široce používán a v průmyslu se prakticky nepoužívá. To je způsobeno nízkou technologickou účinností procesu. Během procesu přípravy je nutné zahřát spojované díly a kalcinovat elektrody při teplotě 200℃. Kromě toho se práce provádějí speciálními elektrodami, které nejsou vždy k dispozici.
Nejčastěji jako elektrody působí mosazné tyče LK 80-3 s povlakem XNUMXT, což je složitá chemická směs.
Svařovací proces končí stejně obtížným způsobem – žíháním svařované konstrukce. Ale v domácích a garážových podmínkách je tato metoda často jediná možná, takže se někdy používá v souladu se speciálními technikami:
- použití proudu s obrácenou polaritou;
- stabilní udržování krátkého oblouku;
- pomocí kování pro zajištění pevnosti švu.
Tato metoda má také výhody – možnost použití poloautomatických zařízení.
Tato metoda má mnoho výhod. Za prvé, výsledkem bude šev vynikající kvality. Za druhé, tímto způsobem můžete spojit mosaz s ocelí. Širokému použití této metody brání nutnost použití směsi hořlavého plynu a kyslíku v hořáku k vytvoření plamene, který má oxidační vlastnosti, což snižuje množství spáleného zinku.
Boj proti vyhoření zinku lze posílit použitím svařovacího drátu obsahujícího bor.
Nejúčinnější a nejuniverzálnější technologie pro spojování mosazných dílů. Proces probíhá v prostředí inertního plynu (nejčastěji argon), což eliminuje škodlivé reakce se vzduchem a uvolňování zvláště škodlivých složek. Absence potřeby speciálních elektrod a tavidel značně zjednodušuje organizaci takové práce a výrazně snižuje jejich náklady.
Lze zaznamenat vysokou kvalitu svarového švu, jak v pevnosti, tak ve vzhledu. Navíc je takto atraktivní šev získán okamžitě během procesu svařování bez struskové krusty, kterou je třeba odstranit.
Minimální sadu pro práci tvoří tyče, měděný nebo mosazný drát, argonový válec a svářečka pro TIG svařování. Nezapomeňte na respirátor nebo jinou účinnou ochranu dýchacích cest.
Charakteristickým rysem argonového obloukového svařování mosazi je vysoká rychlost 20 cm/min. Je nutné zajistit, aby wolframová elektroda nespadla do svarové lázně.
Výše popsaná metoda je považována za nejkvalitnější a nejpohodlnější. Jeho hlavní nevýhodou je velké množství uvolněného oxidu zinečnatého. Proto musí být takové práce prováděny buď venku, nebo v místnostech vybavených výkonným větráním.
Naše výrobky

Článek: Instalace argonového obloukového svařování KEDR MultiTIG-2500P-1 DC (220V, 5-250A, s hořákem) 113 190 rublů.
Spolu s dalšími technologiemi je svařování mosazi s argonem považováno za nejjednodušší a nejúčinnější způsob opravy nebo montáže výrobku vyrobeného z tohoto kovu. Alternativou je plynové pájení, které se používá pro tloušťky stěny menší než 3-4 mm. Mosazné díly o tloušťce 5 mm a více lze kvalitativně a rychle spojit (utěsnit) pouze pomocí svařování TIG (Tungsten Inert Gas) – wolframovou elektrodou v ochranném inertním plynu (nejčastěji argon). K implementaci této technologie je zapotřebí svařovací stroj s odpovídajícím provozním režimem.
Vlastnosti mosazi

Mosaz je slitina na bázi mědi s legujícími přísadami, z nichž hlavní je zinek. Pro získání speciálních vlastností nebo snížení ceny kovu lze do kompozice přidat látky jako cín, olovo, nikl, mangan nebo železo. Ve slitině mosazi musí být méně cínu než zinku. Jinak je výsledkem bronz – kov s trochu jinými vlastnostmi a oblastmi použití. Teplota tání mosazi se pohybuje v závislosti na složení slitiny v rozmezí od +880 do +950 stupňů Celsia. Čím více je zinek legován, tím nižší je bod tání. Poměr mědi a zinku v mosazi se pohybuje od 90:10 do 60:40. V souladu s tím je před svařováním mosazi vybrán vhodný přídavný materiál. Na povrchu mosazi se za přirozených podmínek vytvoří poměrně silný oxidový film. Jeho bod tání je o 10-20% vyšší než u základní slitiny. To je třeba vzít v úvahu při svařování argonem. Zejména pokud je spojení provedeno na neošetřených dílech, dojde v nastavení stroje k nucenému zvýšení svařovacího proudu. Naopak mosaz zbavená oxidového filmu by měla být nejprve vařena se sníženým proudem, aby nedošlo k popálení materiálu. Proces svařování mosazi se výrazně liší od svařování oceli. Za prvé je to dáno vlastnostmi výše zmíněného oxidového filmu. Při tavení kovu se navíc slitina zinku začne rychle odpařovat, což je doprovázeno neobvyklým zvukem a uvolňováním škodlivých par do okolí. Vodík také vychází ze svarové lázně. To je vyvoláno intenzivním varem roztaveného kovu, který zanechává hluboké póry. Svařování mosazi s argonem umožňuje minimalizovat všechny tyto faktory a získat těsné, odolné a vysoce kvalitní svary.
Kde se používá TIG svařování mosazi?
- vodovodní kohoutky a armatury;
- hudební nástroje;
- výměníky tepla;
- pouzdra snímačů;
- radiátory;
- potrubí;
- nádoby;
- dekorativní věci.
Navzdory skutečnosti, že mosaz je poměrně silná slitina, výrobky z ní mohou způsobit praskliny, třísky a další poškození. Náklady na díly jsou přitom docela slušné. To znamená, že je vhodné provádět opravy, pro které je nejvhodnější svařování TIG.
Technologie svařování mosazným argonem
Pojďme krátce zvážit, jak a s čím vařit mosaz s mosazí. V první řadě to vyžaduje svářečku s provozním režimem TIG. Pracovním nástrojem svářeče je speciální TIG hořák s netavitelnou wolframovou elektrodou. Mezi ním a kovem vzniká elektrický oblouk o teplotě 2-3 tisíce stupňů Celsia, což je docela dost na roztavení mosazi.
K ochraně svarové lázně a ke zvýšení stability a předvídatelnosti svařovacího procesu pro svářeče se používá ochranný plyn. Nejčastěji se jedná o inertní plyn argon. Je uložen ve válcích a přiváděn zařízením s nastavitelným průtokem tryskou TIG hořáku přímo do svařovací zóny. Argon chrání svarovou lázeň před vzdušným kyslíkem a také odfukuje produkty, které se odpařují z roztaveného kovu.
Pro vytvoření krásného a odolného svaru se při argonovém svařování dodává přídavný materiál. Jedná se o speciální tyč o tloušťce několika milimetrů, jejíž složení se co nejvíce blíží složení svařovaných dílů. Pro výběr plnicí tyče použijte označení na obalu. Složení výchozího kovu je určeno ze specifikací produktu nebo GOST.
Výhody a nevýhody
Argonové obloukové svařování mosazi má oproti pájení a jiným metodám následující výhody:
- schopnost pracovat s kovem o tloušťce 5 milimetrů;
- svařování nevyžaduje obalené elektrody, tavidlo a další drahé spotřební materiály;
- vysoká rychlost svařování;
- čisté a estetické svary, které není třeba zpracovávat;
- nepřítomnost struskové kůry;
- spolehlivá ochrana svařovaných dílů před vystavením atmosférickému kyslíku;
- nízký tepelný příkon při svařování mosazi;
- schopnost vytvářet švy libovolné šířky;
- minimální teplotní vliv na materiály;
- schopnost provádět svařování v jakékoli prostorové poloze.
Mezi nevýhody svařování mosazi technologií TIG patří uvolňování toxických látek a vysoké požadavky na kvalifikaci svářeče. Také po svařování mosazi zůstává na dílech tenký bílý povlak, který může zkazit vzhled výrobku. Tento nános lze však snadno odstranit broušením nebo kartáčováním.
Vlastnosti svařování mosazi s argonem
Důležitou fází při svařování mosazi s argonem je řezání hran, které se provádí s ohledem na následující vlastnosti produktu:
- Pokud tloušťka dílů není větší než 4 mm, není nutné řezání hran nebo se provádí pájení.
- Pro svařování dílů o tloušťce 4-10 mm se jednostranné řezání hran provádí s úhlem úkosu 60-70 stupňů.
- Před svařováním mosazi o tloušťce 10-15 mm se na obou částech vytvoří hrany pod úhlem až 35 stupňů.
- Pro svařování silnostěnných dílů z mosazné slitiny se používá drážka ve tvaru X.
Po oříznutí okrajů je třeba je otupit, aby nedošlo k popálení. Díly v zóně svařování jsou důkladně vyčištěny a odmaštěny. Můžete k tomu použít jak mechanické ošetření, tak chemické prostředky (nejčastěji kyselinu dusičnou). Znakem správně připravené mosazi je charakteristický kovový lesk podél celé linie budoucího svaru.
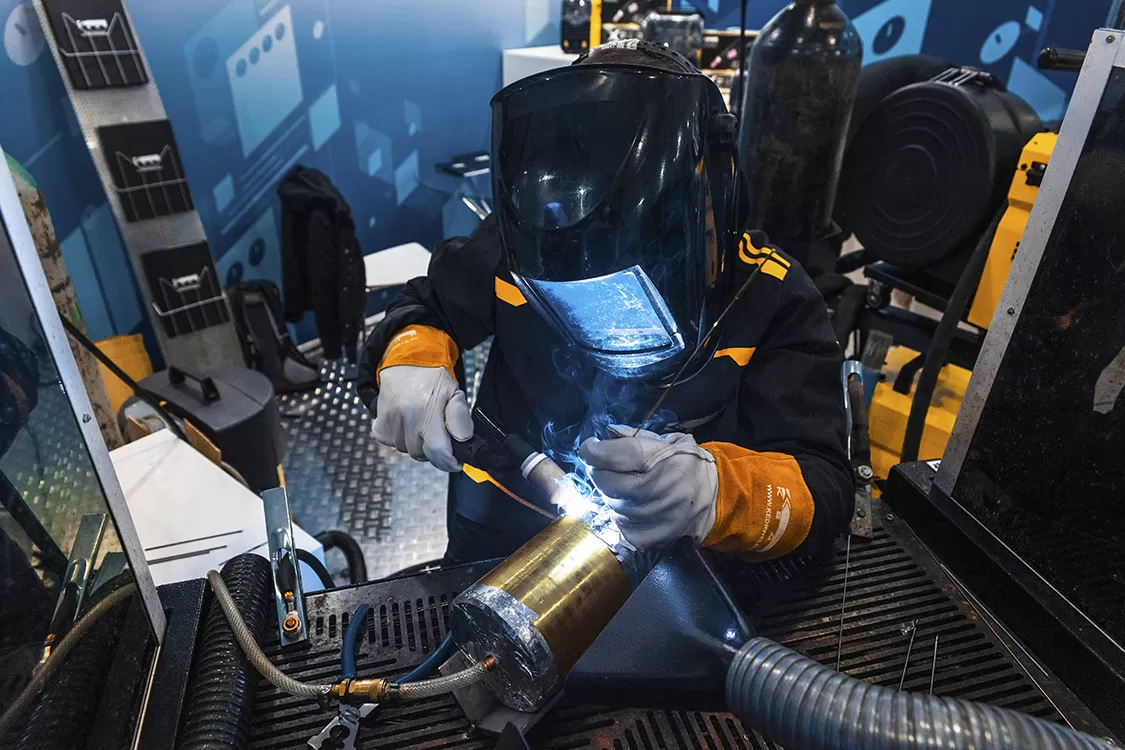
Svařování mosazi argonem je nutné provádět za použití všech osobních ochranných prostředků. Kromě povinného používání masky se správně nastaveným světelným filtrem musíte také chránit dýchací ústrojí před zinkovými parami. K tomu existují speciální svářečské masky se zabudovaným systémem čištění vzduchu. Při práci mimo uzavřené prostory je povoleno použití respirátorů.
Přídavné materiály pro svařování mosazi TIG
Svařování mosazi pomocí technologie TIG vyžaduje argonový válec a správný přídavný materiál. Ta používá nejčastěji tyč o průměru 1,6 až 3 mm, která se dodává v metrových kusech. Standardní složení přídavného materiálu pro svařování mosazi s argonem je 60:40 (měď:zinek). Touto tyčí lze opravit až 80 % výrobků vyráběných průmyslem u nás.




- Výroba
- MMA svařování
- Svařování MIG/MAG
- TIG svařování
- Plazmové řezání
- Svařovací traktory
- Laserové svařování
- Přidat. zařízení
- Zprávy
- Blog
- Recenze videa
- Katalogy ke stažení
- O nás
- Staňte se dealerem HUGONG
- Kde koupit
- Demo sál
- Jobs
- Prohlášení a certifikáty
- Záruky
- Platba a dodávka
- Vrácení nebo výměna zařízení
- Mapa stránek
Copyright © 2020 HUGONG WELD RUSSIA