Výpočet a výroba pružin vlastníma rukama: popis, výkresy, video
Ploché spirálové pružiny se používají jako vinuté pružiny; Obvykle jsou uzavřeny v bubnu, aby zajistily mazání a dodaly jim určité vnější rozměry. V nekritických případech se vinuté pružiny používají bez bubnů. Vnitřní konec pružiny je připevněn k navíjecímu válečku a vnější konec k bubnu (obr. 6).
Účinnost vinutých pružin je dána poměrem práce, kterou pružina vykonala při rozvinutí, k práci vynaložené na její navíjení.
Účinnost v závislosti na mazání (%):
Ricinový olej s grafitem – 70,4
Strojní olej – 68,6
Čistý ricinový olej – 61,2
Bez mazání – 60,0
Je třeba se vyhnout silným pružinám, protože nepracují hladce, což vede k nadměrnému namáhání materiálu pružiny a jejímu zlomení.
Tloušťka s pružiny se volí z podmínky s ≤ r/15, kde r je poloměr válečku, na kterém je pružina navinuta.
Podmínka s ≤ r/15 bere v úvahu, že největší ohybová napětí jsou vystavena prvním závitům pružiny k válečku.
Při výpočtu pružin se také doporučuje dodržet poměr
kde r — vnitřní poloměr bubnu.

Rýže. 6. Plochá spirálová pružina
Výpočet. Přijímaná označení:
г — vnitřní poloměr bubnu, mm;
r — poloměr pružinového válečku, mm;
г1 — vnější poloměr vinuté pružiny, rovný vnitřnímu poloměru uvolněné pružiny, mm;
s — tloušťka pružiny, mm;
ψ — pracovní rychlost bubnu;
n1 — počet otáček volné pružiny (mimo buben);
n — počet otáček uvolněné pružiny (v bubnu);
n2 — počet otáček navinuté pružiny (v bubnu);
np — vypočítaný počet závitů pružiny;
L — délka rozvinuté pružiny, mm;
b — šířka pružiny, mm;
Mmax — maximální moment na pružinovém válečku, N mm;
Mmin — minimální moment na pružinovém válečku, N mm;
[σz] — dovolené napětí v ohybu, N/mm 2 ;E — modul pružnosti, N/mm2;
η — účinnost v závislosti na mazání.
Vzorce pro výpočet ploché spirálové pružiny:

Pro pružinu s normálním poměrem r/r, tzn. r = r/3, délka pružiny
npmin = n.n.1 pro vypuštěnou pružinu;
29. Spirálová plochá pružina vyrobená z polotovaru obdélníkového průřezu s upevněním na hřídeli a na bubnu

1. Modul pružnosti E = … N/mm 2 .
3. Normální napětí v ohybu (maximální) σz =… N/mm2.
4. Délka rozvinuté pružiny L = … mm.
5. Počet závitů pružiny ve volném stavu n =….
7. Další technické požadavky na . (uveďte číslo normativního dokumentu).
*Rozměry pro referenci.
Hodnoty r a ψ jsou obvykle specifikovány z konstrukčních důvodů.
Pracovní počet otáček bubnu během výpočtů by měl být zvýšen o 0,5. 1,5, aby byly pokryty ztráty třením.
Příklad výpočtu. Hnací pružina musí mít: r = 21 mm, Mmin = 500N mm a ψ = 7 otáček.
Materiál: ocel s modulem pružnosti E = 2,1 10 5 N/mm 2 .
Mazání: ricinový olej s grafitem.
1. Vezměte pružinu s normálním poměrem r/r:
r = r · 1/3 = 21/3 = 7 mm.
2. Tloušťka pružiny
S ohledem na tření na začátku a na konci práce přidáme jednu otáčku, proto,
s = 0,157-21/8 = 0,4 mm.
3. Počet otáček vypuštěné pružiny v bubnu
n = 0,255. r/s = 0,255 . 21/0,4 = 13,4.
4. Počet otáček navinuté pružiny v bubnu
30. Spirálová plochá pružina z polotovaru obdélníkového průřezu s ohnutými háčky

Poznámka. Požadavky pod obrázkem pružiny jsou stejné jako v tabulce. 29.
5. Počet otáček pružiny ve volném stavu (mimo buben) n1 = (0,3-..0,372) n2, přijímáme n1 = 0,3 · 21,6 = 6,5 otáčky

Účinnost η se považuje za rovna 0,704 v závislosti na mazivu.
Příklady provedení pracovních výkresů spirálových plochých pružin jsou uvedeny v tabulce. 29 a 30.
«Zpět [Ploché vinuté pružiny] Dále “

V dnešní době můžete v obchodech snadno zakoupit téměř jakýkoli domácí produkt, který potřebujete. Pozornost a tvůrčí úsilí amatérských designérů přitom stále více směřuje k technicky složitým objektům: traktorům, terénním vozidlům, automobilům a dokonce i letadlům. Mění se i přístup kutilů k realizaci plánovaných projektů; nebojí se potřeby samostatně vyrábět složité a přesné díly, na které se mohou vztahovat i přísné požadavky na pevnost. Jedním z těchto typických prvků, přítomných téměř ve všech energeticky náročných konstrukcích, jsou šroubovité válcové tažné nebo tlačné pružiny. V tomto ohledu bude mnoho našich čtenářů zajímat a doufáme, že bude užitečné seznámit se s metodikou vyvinutou ukrajinským inženýrem V. V. Vinichenko, která pomůže při výrobě kritických pružin s požadovanou kvalitou a přesností.
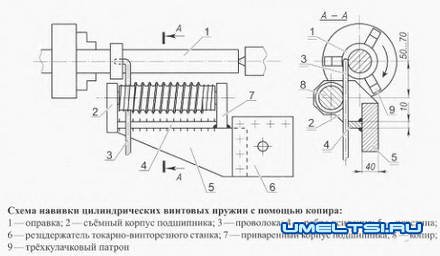
Navržený způsob navíjení spirálových pružin je realizován na šroubořezném soustruhu pomocí speciálního zařízení sestávajícího z trnu a kopírky. K upevnění začátku drátu pružiny je ke sklíčidlu stroje připevněn trn s hákem ve tvaru otvoru na konci příruby. V držáku nástroje je instalován držák s kopírkou. Kopírka je hřídel s řezanou spirálovou drážkou s proměnným stoupáním, která se volně otáčí ve dvou ložiskách. Drážky na začátku a konci kopírky zajišťují navíjení předepnutých závitů pružiny a středová část zajišťuje navíjení pracovních závitů s požadovaným stoupáním a průměrem.
Držák kopírky je konstrukce svařená z ocelového plechu o tloušťce 40 mm, vyztužená žebrem z pásu 10 mm a dvěma ložiskovými pouzdry. Pravé tělo je přivařeno k desce a levé je připevněno šrouby M12 (aby bylo možné vyměnit kopírku, nejsou uvedeny konkrétní výkresy držáku, protože jsou diktovány typem šroubořezu). a rozměry vinuté pružiny Výroba pružin se provádí v následujícím pořadí Nejprve se zespodu protáhne obrobek s koncem ohnutým na 90°, dlouhý 4 – 5 d. kopírka a je instalována do otvoru-háčku trnu Poté se kopírka otáčí ručně, dokud se začátek drážky neshoduje s polohou drátu, je zajištěno výrazné odolnost vůči ohybu pružinové oceli obrobku Proces tváření pružiny začíná otáčením vřetena stroje při minimální rychlosti navíjení na trn a stoupání je nastaveno spirálovou drážkou rotující v ložiskách kopírka
Níže je uveden způsob výpočtu parametrů trnu a kopírky, poskytující požadované rozměry pružiny.
Přijímané zápisy pro výpočty
Počáteční data
n je počet pracovních otáček;
p. – celkový počet otáček;
t – krok pracovní části;
Do—vnitřní průměr;
Dcp – střední průměr.
Parametry kopírky:
I je délka pracovní části;
DKon je vnitřní průměr drážky;
DHJ1 je průměr neutrální linie závitů navinutých na trnu;
k — OipUkop — korekční faktor;
T je stoupání šroubovice pracovní části;
T je stoupání šroubovice vstupní a výstupní části.
Trn:
d – průměr.
Mezilehlé vypočtené hodnoty;
L je délka jednoho závitu pružiny bez zohlednění stoupání;
D je střední průměr závitů pružiny navinuté na trnu;
X je tabulkový koeficient pro určení neutrální čáry při ohýbání;
B je koeficient, který bere v úvahu vlastnosti pružiny drátu;
popr – počet pracovních závitů pružiny navinuté na trnu, s přihlédnutím k pružnosti drátu;
L1 je délka drátu procházejícího podél pracovní části kopírky;
L2 je délka drátu pracovních závitů pružiny navinuté na trnu;
L3 je délka drátu navinutého na trnu s přihlédnutím k předepjatým závitům;
Lch je délka drátu pružiny podle výkresu.
Rozhodující hodnota ve výpočtu je hodnota, která zohledňuje pružnost drátu při ohýbání. Slouží k určení průměru trnu a počtu otáček pop. Pro určení hodnoty této hodnoty se doporučuje následující sekvence. Jako první přiblížení se vyrobí trn o průměru D Na šroubořezném soustruhu se na trn navine 5 – 10 závitů drátu s roztečí posuvu přibližně rovnající se rozteči pružiny. V tomto případě je v držáku nástroje instalován speciální válec s drážkou. Po navinutí se určí úhel odvinutí všech závitů pružiny a vypočítá se úhel na závit a.1 a nakonec koeficient B = a1 /360°/, který zohledňuje pružnost vyrobeného drátu. daného materiálu.
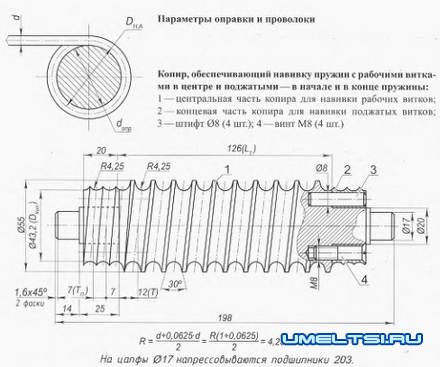
Níže je metodika na příkladu výpočtu rozměrů kopírky a trnu pro navíjení pružiny z oceli 60S2A-V-1-HN GOST 14963-78 s parametry: n = 9; nt = 11; t = 14 mm; Do = 42 ± 0,9 mm; d = 8 mm; Dav=50 mm.
Pro dané rozměry pružiny bylo pomocí výše popsané metody experimentálně zjištěno zvětšení kruhového oblouku o jednu otáčku po sejmutí z trnu o průměru 30 mm, což odpovídá zvětšení délky otočit o 42 krát (B = 1,083° 30° = 360). Na základě toho
Dcp.onp. = (L – VL/tt = L (1 – V)/tt = 157 × 0,917/3,14 = 46 mm,
kde L = tm Dcp = 3,14 x 50 = 157 mm;
d def. = Dcp.onp.— d = 46 — 8 =38 mm
ndef = 1,083p + 0,25 = 1,083 + 0,25 =~10
kde 0,25 je dodatečná část otáčky, s přihlédnutím k toleranci počtu pracovních otáček.
Průměr neutrální čáry cívky na trnu (obr. 2) se vypočítá podle vzorce:
D nl. = d def + 2d X.
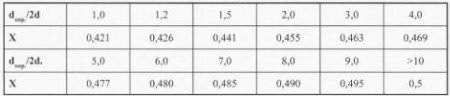
X – určeno z tabulky [1] v závislosti na poměru donp/2d (v našem případě 38/ (2×8) = 2,375)
Pomocí interpolační metody vypočítáme X = 0,458 a zaokrouhlíme na 0,46.
Potom Dnl.45,36 mm.
Předpokládá se, že DKOn jako první aproximace se rovná Do = 42 mm.
Potom koeficient k = Dil / Dcon -45,36/42 = 1,08.
Délka pracovní části kopírky: = tn = 14×9 = 126 mm.
Vypočítaná rozteč pracovní části kopírky:
T = |/(trend k) = 126/(10×1,08) = 11,67 mm.
Výsledná vypočítaná rozteč pracovní části kopírky je zaokrouhlena na nejbližší posuvovou rozteč šroubořezného soustruhu (T = 12 mm), aby byla zajištěna možnost vyřezání drážky pro šroub. Aby se zachovala daná rozteč pružiny, vnitřní průměr drážky kopírky se přepočítá ze stavu vybrané rozteče kopírky:
k = l/(Tnonp) = 126/(12×10) = 1,05.
Pak DKOP. = Dn l/n = 45,36/1,05 = 43,2 mm.
Počet otáček vstupní a výstupní části kopírky je zvolen na 1,5. Rozteč drážek těchto dílů je určena experimentálně stanoveným vzorcem:
Tn = 0,875 d = 0,875 × 8 = 7 mm a považuje se za rovné nejbližší rozteči posuvu na stroji (7 mm).
Vstupní a výstupní část je přivařena k ose kopírky nebo zajištěna dvěma čepy o průměru 8 mm a dvěma šrouby M8. Spojení drážek vstupní a výstupní části kopírky s drážkou pracovní části je ručně zpracováno vhodným pilníkem, který zajišťuje hladký přechod. Materiál kopírky je ocel 45, tepelné zpracování je kaleno na tvrdost HRC38. 42.
Pro kontrolu výpočtů je určena délka drátu:
L1= DKon tt 1/T = 43,2×3,14×126/12 = 1425 mm a porovnává se s délkou drátu:
L2 = D nl. tt n def. = 45,36 × 3,14 × 10 = 1425 mm.
Porovnává se také délka drátu:
L3 = D nl. TT (def. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 mm
s délkou drátu:
Lch = (Do +2d X) tt n = (42 + 2x8x0,46) x14x11 = 1705 mm.
Při správném výpočtu by chyba lambda neměla překročit 2,5 %. V našem případě:
Lambda = (L3 – Lch) 100 %/L4 = (1733 – 1705) 100/1705 = 1,6 %.
Výkresy pro navíjení pružiny pomocí kopírky