Výstružníky kovů – definice, použití, klasifikace, materiály

Výstružník je řezný nástroj určený pro dokončovací čištění otvorů vytvořených vrtáním, vyvrtáváním a zahlubováním. Vývoj díky velkému počtu hran, od 4 do 14, umožňuje dosáhnout přesnosti až 9 kvality. Kovový výrobek se otáčí a současně provádí translační pohyby podél osy. Pro dosažení maximální přesnosti se doporučuje používat maziva a chladicí kapaliny.

Typy skenování
Typ stroje, jsou vybaveny stopkou v podobě Morseova kužele nebo válce, nutnou pro získání hladkého povrchu po vyvrtání a úpravě otvoru na přesné rozměry. Podle způsobu upevnění se rozlišují pevné a montované.
Ruční výstružníky, jsou vyrobeny ve tvaru válce, s ostrými hranami (šroubovicovými a rovnými) po celé délce. Pro pohodlné uchopení se používá současně s klikou.
Nastavitelný, umožňují nastavit různé průměry v rozsahu od 1 do 3 mm.
Rozšiřitelné nebo posuvné, uvnitř kterého je na spodní straně kulička a šroub. Zaháněním šroubu se kulička posouvá dopředu, čímž se hrany oddalují a zvětšuje se průměr nástroje.
Kónický, mají tvar kužele, používají se v průmyslu.
Princip činnosti Sweep
Princip činnosti nástroje spočívá v jeho hranách – zubech. Může jich být od 4 do 14. Díky hranám se při opracování otvoru odstraní přídavek. Procesu vrtání napomáhá nejen rotace nástroje, důležitý je i posuv, který se provádí ve směru k ose kalibrovaného průramku. Díky principu činnosti je možné z výrobku odstranit nejtenčí vrstvu kovu bez poškození povrchu nebo nástroje. Výrobek pro obrábění kovů, mechanický nebo ruční, dokáže vytvořit ultrapřesný otvor s minimální drsností.
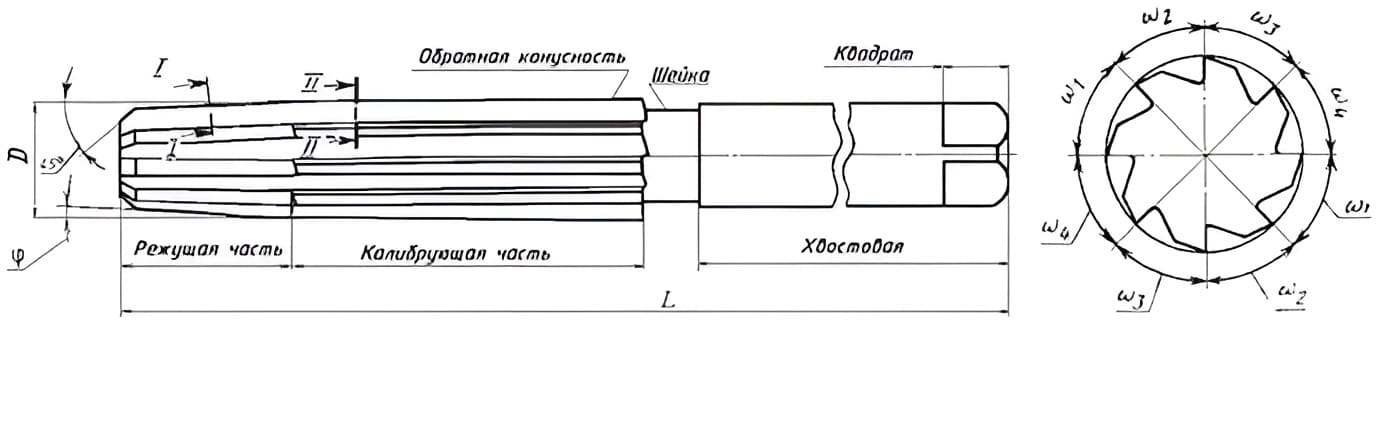
Konstrukce výstružníku
Výstružník se skládá z řezné plochy, kalibrační části, zubů, drážek, upínek, zadních a předních řezných úhelníků.
Úhel kužele se v řezné části mění. U ručního nářadí je to 1-2 stupně a u strojního zařízení dosahuje 15 stupňů. Kalibrační část se skládá z kuželové a válcové části.
Válcová základna třídí otvor v kovovém produktu a účelem zpětného kužele je snížit tření během procesu kalibrace.
Tuhost a přesnost nástroje závisí na počtu zubů. Čím více zubů je, tím je otvor přesnější a čistší.
Drážky ve výstružníku jsou zodpovědné za kontrolu a plynulé zpracování výrobků. Například při práci s nerovným povrchem se používá nástroj se šroubovým zubem – tam jsou drážky vyhloubeny ve směru opačném k otáčení – je to nutné, aby se výstružník při vrtání nezasekl.
Zadní úhel řezu produktu je zodpovědný za trvanlivost zařízení, obvykle se vyrábí pod úhlem 5-8 stupňů. A úhel sklonu je nulový.
Základní techniky práce se zatáčkami
Během procesu nasazení se používá strojový nebo ruční vývoj. Předtím se otvory připraví kovovým vrtákem, jehož průměr se rovná průměru výstružníku, ale s malým přídavkem. Přídavek je přípustný menší, než je průměr výstružníku, asi o 0,3 milimetru při hrubování a o 0,1 milimetru při dokončovacím procesu.
Strojní výstružník umožňuje upevnění nástroje podobným způsobem jako upevňování vrtáku při vrtání. Proces strojního vystružování je podobný procesu vrtání. Ale řemeslníci doporučují provést tuto práci po přípravě průramku a bez změny instalace dílu. Aby se řezný produkt mohl samostředit v souladu s osou průramku, je zpravidla upevněn v pohyblivých držácích. Řezná rychlost při vystružování je menší než při vrtání otvoru – dvakrát až třikrát. V tomto případě je nutné použít automatický posuv.
Je nutné používat velké množství speciálních mazacích kapalin. Rychlost posuvu závisí na počtu otáček řezného nástroje: čím méně jich je, tím vyšší je odpor výstružníku a tím lepší je kvalita vystružovaného otvoru v obrobku.
Během procesu ručního rozkládání je výrobek zajištěn v límci a následně mazán. Osa průramku a rozvojová osa se musí zcela shodovat. Po instalaci nástroje jej master začne otáčet mírným tlakem doprava. Musíte se otáčet opatrně, bez náhlých trhnutí, nepřetržitě, bez změny rychlosti. Otáčení v opačném směru je při ručním vystružování přísně nepřípustné, protože řezné zuby nástroje se mohou zlomit. Ruční skenování se provádí jedním průchodem.
Proces vystružování otvorů
Vystružování otvorů je nutné pro vytvoření průramku přesného tvaru v kovovém výrobku s přijatelnou drsností 0,16 až 1,125 mikromilimetrů. Proces rozbalení se provádí pomocí rozbalení. Velikost nástroje se volí v souladu s průměrem otvoru. Nejprve se do obrobku vyvrtá hrubý otvor. Poté je tento obrobek zajištěn tak, aby zařízení mohlo volně procházet výrobkem s otvorem. Pro hrubé vystružování se někdy používají minerální oleje k mazání povrchů nástroje a obrobku. Po hrubém vystružování se do otvoru vloží dokončovací nástroj a operace se znovu opakuje, dokud není dosaženo požadované kvality.
Ostření výstružníků
Broušení kovových řezných nástrojů by měl provádět pouze zkušený a vysoce kvalifikovaný řemeslník. Vzhledem k tomu, že výstružník je považován za dokončovací nástroj, kvalita jeho ostření musí být ideální. Jedná se o složitou operaci, která se provádí na speciálním ostřicím stroji. Zuby nástroje jsou zpracovány podle klasifikace drsnosti minimálně 8. nebo 9. třídy. Pro přesnost opravy jsou úhly vyvolání kontrolovány úhloměrem nebo pomocí speciálního mikroskopu pro nástroje. Po broušení je výstružník dále opracován dokončováním na profesionálním dokončovacím mechanismu.
GOST
- Hlavní parametry nástroje jsou uvedeny v GOST 29240-91;
- Různé tolerance upravuje GOST 11173-76;
- Strojové skeny jsou určeny GOST 1672-80;
- Manuál podle GOST 7722-77;
- Nastavitelný – GOST3509-71;
- Kuželové – GOST11177-84/GOST11179-71.
Kovový vývojový výkres
Jaké otvory se obrábějí výstružníky?
Master může obrábět válcové nebo kuželové otvory řezným nástrojem.
Válcové průramky jsou vytvářeny výstružníky s hlavní částí ve tvaru válce. Používejte ruční nebo obráběcí stroje.
Kuželové otvory se provádějí pomocí kuželových výstružníků, ale ne okamžitě. Obvykle je proces rozdělen do tří fází: hrubování, mezilehlé a dokončovací. Hotový kuželový otvor se kontroluje pomocí řezného výrobku s kuželovou měrkou.

Rozdíl mezi ručními a strojními výstružníky
Nejdůležitějším rozdílem mezi ručním výstružníkem a strojním je délka pracovní části, která je u ručního obvykle delší; To snižuje námahu a minimalizuje chyby defektů.
Vlastnosti zpracování kovů vystružováním
- Princip upevnění je podobný jako u vrtačky;
- K upevnění výstružníku budete potřebovat výkyvné držáky. Pomohou nástroji samostředit podél osy díry;
- Optimální rychlost zpracování by měla být výrazně nižší než rychlost posuvu. Toto opatření umožňuje dosáhnout lepšího výsledku;
- Je bezpodmínečně nutné použít lubrikační roztok.
Jak pečovat o výstružník
Obnova tohoto nástroje může stát spoustu peněz. Abyste předešli neočekávaným výdajům, měli byste pečlivě sledovat stav výstružníků: chraňte je před vlhkostí, kupte si úložnou jednotku a po každém použití je vyčistěte.