Argonové obloukové svařování železných kovů: technologie, vlastnosti procesu, výběr zařízení
Obvykle se argonové obloukové svařování používá ke spojování neželezných kovů (měď, hliník) nebo nerezové oceli (vysoce legovaná ocel). Proces je drahý, ale oprávněný, protože zajišťuje vysokou kvalitu švů. Některé kovy nelze spojovat jiným způsobem. Je však možné svařovat železné kovy pomocí argonu, a pokud „ano“, proč tedy vznikat zvýšené náklady na svařování TIG, když existují stroje MMA a MIG?
- Je možné vařit železné kovy s argonem?
- Výhody a nevýhody TIG svařování železných kovů
- Kde se používá argonové obloukové svařování železných kovů?
- Technologie TIG pro svařování železných kovů
- Argonové svařovací stroje pro železné kovy
- Tajemství argonového obloukového svařování železných kovů
Je možné vařit železné kovy s argonem?
Principem argonového obloukového svařování je zahřátí okrajů kovu tepelnou energií elektrického oblouku. Navíc se do svařovací zóny přivádí přídavný drát odpovídající složením základnímu materiálu. Je potřeba zvýšit objem svarového kovu. Aby se zabránilo reakci kapalného kovu s okolím, je z hořáku přiváděn inertní plyn, který izoluje svarovou lázeň.
Tig svařování je vhodné pro spojování většiny druhů ocelí a dalších kovů včetně železných. Černou barvou rozumíme nízkouhlíkovou nebo vysokouhlíkovou, nízkolegovanou a nelegovanou ocel. S touto aplikací však vznikají určité potíže a bude vyžadována určitá sada zařízení a spotřebního materiálu.
Invertory TIG
Argonové obloukové hořáky
Plnicí tyče
Opravné prostředky
Výhody a nevýhody TIG svařování železných kovů
Mezi výhody svařování železných kovů argonem patří:
- tenký, čistý šev, často nevyžadující další mechanické zpracování;
- schopnost svařovat desky a trubky s průřezem stěny 0,5-0,8 mm, což je nemožné pro ruční obloukové svařování obalenými elektrodami;
- žádné problémy se zapálením elektrického oblouku;
- můžete vytvářet svary libovolné délky a svařovat v libovolné prostorové poloze;
- výsledné švy vydrží vysoké tahové a lomové zatížení;
- připojení je utěsněno a lze jej použít pro práci pod tlakem;
- Argonová svítilna s úzkou tryskou a krátkým uzávěrem se snadno dostane do těžko přístupných míst, kde nelze dosáhnout držáku s elektrodou.

Svařování argonem dokonce umožňuje vytvářet téměř ploché svary, spojující železné kovy bez použití přídavného drátu. Chcete-li to provést, stačí strany, které se mají spojit, těsně přiblížit k sobě nebo položit obrobky tak, aby se překrývaly. Tím se sníží náklady na spotřební materiál a urychlí se proces.
Při svařování železného kovu argonem se tenký ocelový plech minimálně zahřívá pouze v oblasti spoje. Pokud svařujete přerušovaným obloukem, můžete tepelný příkon ještě snížit. To pomáhá udržovat rovnoměrný tvar povrchu a zabraňuje teplotní deformaci. Pokud použijete svařování obalenými elektrodami nebo plynovým hořákem (acetylen, propan), nebude možné zabránit přehřátí tenkých plechových obrobků.
Ale svařování železných kovů pomocí metody argonového oblouku má také nevýhody. Za prvé je to vysoká cena ve srovnání s MMA. Dalším častým negativním faktorem je var svarové lázně. To negativně ovlivňuje pevnost švu, protože se v něm objevují póry a dokonce i velké krátery. Spojení se ukáže jako křehké a při zkoušce pod tlakem se okamžitě vytvoří netěsnost.

Když se tekutý kov ve svarové lázni vaří, vylétají z ní cákance. Jsou přitahovány k wolframové elektrodě jako magnet. Ten se rychle otupí, díky čemuž je svařovací oblouk široký a snižuje se hloubka průvaru. To má vliv na pevnost švu a svářeč musí často zastavit proces a nabrousit wolframovou jehlu. Přitom slouží mnohem méně. Vzhledem k tomu, že kameny používají jemná zrna, odbroušení rozstřiků železných kovů trvá déle, což prodlužuje celkový čas na dokončení práce. Proto je při velkých objemech svařování železných ocelí nutné naplánovat více času na provedení. Postříkání padá na vaše ruce a způsobuje drobné popáleniny. Nosit ochranné svářečské rukavice je povinné.
Kde se používá argonové obloukové svařování železných kovů?
Svařování železných kovů pomocí argonového hořáku v prostředí inertního plynu je žádané v případech, kdy jsou potřeba úhledné, úzké švy na tenkých plechových materiálech. Může to být svařování:
Svařování argonem je běžná technologie, která se nejčastěji používá, když je potřeba spojovat díly z hliníku a jeho slitin. Argonové obloukové svařování je optimální technologií při nutnosti spojování hliníkových dílů, protože tento plyn účinně chrání svarovou lázeň i roztavený přídavný materiál před negativními účinky kyslíku obsaženého v okolním vzduchu.

Proces svařování argonem
Výhody a nevýhody technologie
Jak každý svářečský specialista ví, svařování hliníku je velmi problematické právě proto, že na povrchu tohoto kovu se při kontaktu s kyslíkem vytváří oxidový film, který má výrazný bod tání. Argonové obloukové svařování umožňuje účinně chránit povrch spojovaných dílů i svarovou lázeň před negativními účinky kyslíku. Argon díky svým vlastnostem zcela vytlačuje kyslík ze svařovací zóny, proto tento proces probíhá co nejefektivněji.

Svařovací šev vyrobený v ochranném argonovém prostředí
Svařování v argonovém prostředí se s úspěchem používá nejen při práci s díly z hliníku, ale i s výrobky z jiných kovů: litina, nerezová ocel, titan, měď, stříbro, zlato atd. Hlavní důvody, proč svařování pomocí tohoto technologie je velmi populární, jsou následující:
- vysoká kvalita tvarovaných svarových spojů, jejichž švy jsou bez pórů a cizích nečistot;
- při provádění takového svařování se spojované části velmi mírně zahřívají, což minimalizuje riziko jejich deformace;
- rychlost argonového svařování je vzhledem k vysoké teplotě svařovacího oblouku poměrně vysoká, což činí tuto technologii velmi efektivní a ekonomickou;
- šev získaný argonovým svařováním se vyznačuje rovnoměrnou hloubkou průniku;
- Pomocí této technologie můžete efektivně svařovat díly z kovů, které nelze spojovat jinými metodami svařování.
Argonové obloukové svařování umožňuje získat čisté a krásné svary, což je v mnoha situacích velmi důležité.

Argonem svařovaný spoj mezi přírubou a trubkou z nerezové oceli
Mezi nevýhody, které má tato technologie také, patří následující:
- nutnost používat poměrně složité vybavení a doladit jej;
- K provádění svařování argonem musí mít odborník odpovídající dovednosti a zkušenosti.
Technologické vlastnosti svařování
Nejznámějším příkladem použití svařování v argonovém prostředí je restaurování automobilových kol z lehkých slitin na bázi hliníku. V procesu takové obnovy jsou praskliny, které získaly během tvrdého používání, navařeny na ráfky automobilu. Je téměř nemožné provést takový postup pomocí jiných metod spojování kovu, takže technologie argonového obloukového svařování v této situaci není prakticky žádná alternativa.

Opravy kol automobilů z lehkých slitin svařováním argonem
Technologie argonového svařování zahrnuje použití netavitelné elektrody, která je vyrobena z wolframu. O tomto kovu je známo, že má jedinečné vlastnosti: jeho bod tání je 3410 stupňů, jeho bod varu je 5900 stupňů a i když je v rozžhaveném stavu, zachovává si svou výjimečnou tvrdost. Důležité je, že při výrobě jednoho metru svaru se spotřebuje jen několik setin gramu wolframu.
Odolnost nekonzumovatelných elektrod vyrobených z wolframu se ještě zvýší, pokud je tento materiál dotován oxidy kovů vzácných zemin: cer, lanthan, yttrium, thorium, zirkon, atd. Wolframová elektroda je umístěna ve středu keramické trysky, je umístěna ve středu keramické trysky. přes který ochranný plyn.
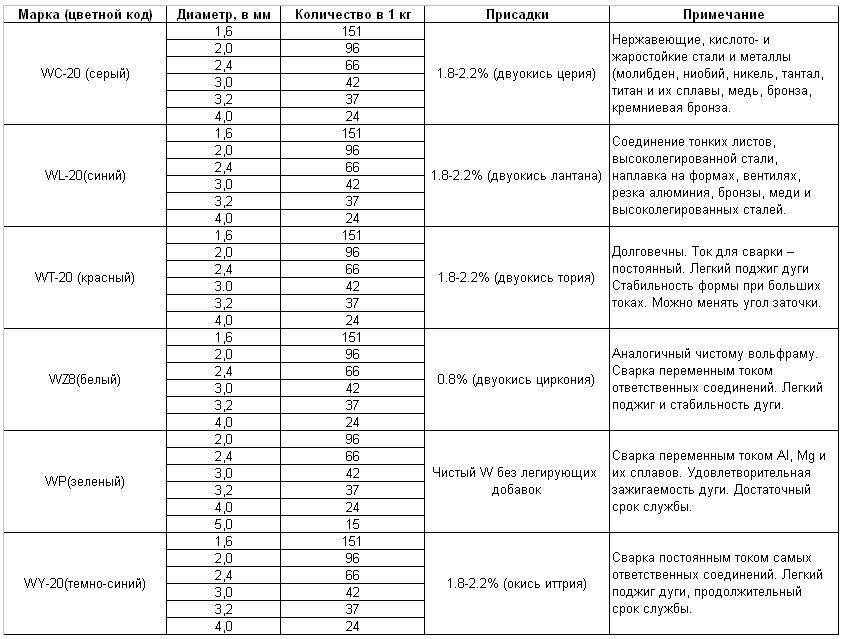
Parametry oblíbených wolframových elektrod zahraniční výroby (klikněte pro zvětšení)
Princip provádění svářečských prací zahrnujících použití netavitelné elektrody a ochranného plynu je následující.
- Ke spojovaným dílům je připojena hmota jako při konvenčním obloukovém svařování.
- Pokud se provádí ruční svařování argonem, svářeč drží v pravé ruce hořák s netavitelnou elektrodou a v levé ruce přídavný materiál, ze kterého je vytvořen svar.
- Po stisknutí tlačítka na držáku se mezi wolframovou elektrodou a povrchem spojovaných dílů zapálí elektrický oblouk, který zajistí natavení hran spojovaných dílů a výplňového materiálu. Takový oblouk je ve skutečnosti hlavním nástrojem používaným při svařování argonem.
- Na rozdíl od principu konvenčního elektrického svařování se při spojování hliníkových dílů pomocí wolframové elektrody a přídavné tyče neprovádějí příčné pohyby, ale pouze v podélném směru.
Jako přídavný kov se používá kov, jehož chemické složení nejlépe odpovídá složení materiálu, ze kterého jsou vyrobeny spojované díly. Hlavním účelem takového materiálu je vyplnit mezeru mezi spojovanými částmi a v souladu s tím vytvořit svar.
Tepelná energie, která je nezbytná pro natavení okrajů spojovaných dílů a výplňového materiálu, je generována pomocí elektrického oblouku hořícího mezi elektrodou a povrchem spojovaných dílů. Svařovací zóna, do které se nesmí dostat dusík a kyslík z okolního vzduchu, je chráněna argonem, který tyto plyny vytlačuje z pracovního prostoru.
Podle principu svého fungování je takové svařování hybridem elektrického a obloukového svařování. Z elektrického svařování získalo toto svařování oblouk, který vytváří tepelnou energii, a ze svařování plynem získalo princip ochrany svařovací zóny, pro kterou se používá inertní plyn argon.
Svařovací zařízení
Jedním z nejdůležitějších prvků pro provádění argonového svařování jsou hořáky, jejichž nejoblíbenější modely jsou RGA. Požadavky na takové hořáky, zvolené podle síly svařovacího proudu a průměru použitých elektrod, jsou uvedeny v GOST 5.917-71.
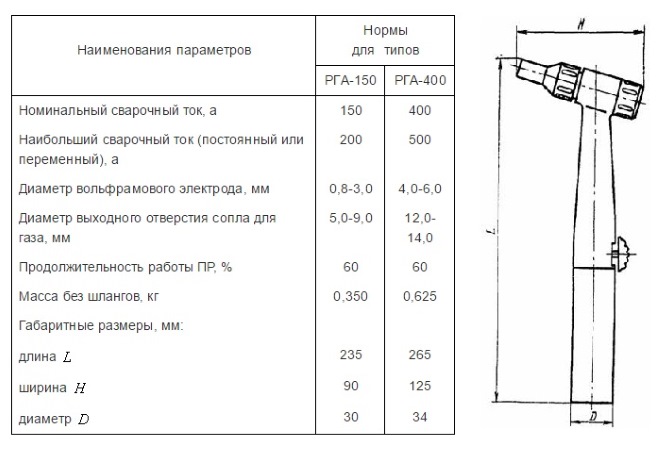
Celkové rozměry a technické parametry hořáků musí odpovídat požadavkům normy
Nejběžnější modely hořáků vyráběných v souladu s požadavky této GOST jsou RGA-150 a RGA-400. První jmenované lze použít se svařovacími proudy do 200A, mají přirozené chlazení a průměr elektrod, se kterými mohou pracovat, je v rozmezí 0,8–3 mm. Hořáky druhého typu mohou podle požadavků GOST pracovat se svařovacími proudy do 500A, jsou chlazené vodou a elektrody s nimi používané mají průměr 4–6 mm. Požadavky této GOST také stanoví parametry hořáků, které jsou vyrobeny z keramických materiálů.
Hořáky, které se také nazývají trysky, mohou mít různé tvary: válcové, kónické, profilované. Při provádění argonového svařování v interiéru, kde není vítr, se používají hořáky kuželového a válcového tvaru a malého průměru. Pokud se svařování provádí venku, pak se používá profilovaná nebo válcová tryska, jejíž průměr výstupního otvoru je zvětšený. Existuje také rozšířený typ hořáku, který se používá při svařování argonem na těžko dostupných místech.
Svařování prováděné v prostředí ochranného plynu argonu se může lišit v různých úrovních automatizace technologického procesu. V závislosti na tomto parametru je argonové svařování rozděleno do následujících typů:
- manuál;
- mechanizovaný;
- automatizované;
- robotický.
Přirozeně se bude lišit použité zařízení v každém konkrétním případě, stejně jako náklady na provádění technologických operací.

Multifunkční svařovací stanice pro průmyslové použití
Každý z výše uvedených typů práce má své vlastní charakteristiky, které jsou následující.
- Ruční svařování v argonovém prostředí. Při takovém svařování se pohyb hořáku a podávání svařovacího drátu provádí ručně. Elektrický oblouk, díky kterému se nataví okraje spojovaných dílů a výplňový drát, je vytvořen pomocí nekonzumovatelné wolframové elektrody.
- Mechanizované svařování prováděné v prostředí argonu. Tento typ technologického procesu předpokládá, že svářeč ovládá hořák ručně a přídavný drát je přiváděn do svařovací zóny v mechanizovaném režimu.
- Při provádění automatizovaného argonového svařování probíhá jak přívod přídavného drátu, tak pohyb hořáku v automatizovaném režimu a obsluha tyto procesy řídí.
- Při použití robotického zařízení je minimalizována účast člověka na technologickém procesu. Všechny režimy argonového svařování jsou v tomto případě řízeny automatizací.
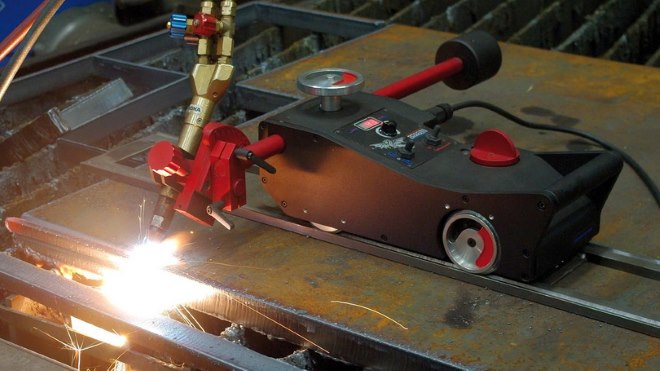
Obsluha mechanizovaného svářecího vozíku
Hardwarové funkce
Zařízení používaná k provádění svařování v prostředí ochranného plynu argonu se dělí do několika hlavních kategorií:
- vybavení speciálního typu;
- univerzální;
- pro specializované účely.
Nejoblíbenějším zařízením ve výrobě i doma je zařízení univerzálního typu, které vám umožňuje používat všechny druhy režimů argonového svařování a provádět vysoce kvalitní spojení různých typů dílů.

Domácí svařovací stůl
Takzvaná svařovací stanice, kde se svařování provádí v prostředí ochranného plynu s použitím netavitelné elektrody, musí být vybavena tímto hlavním a pomocným zařízením:
- zdroj stejnosměrného nebo střídavého proudu;
- sada hořáků, které se používají při práci s proudy různých typů;
- speciální zařízení zvané oscilátor, které zajišťuje rychlé zapálení svařovacího oblouku a jeho udržení ve stabilním stavu;
- zařízení, které je odpovědné za řízení procesu svařování, jakož i za bezpečnost svářeče a ochranu svářečky;
- zařízení, která zajišťují stabilitu parametrů svařovacího proudu.
V poslední době se stále více používají inovativní techniky argonového svařování. Takové techniky samozřejmě vyžadují použití přídavného zařízení, které umožňuje nejen zvýšit účinnost svařovacího procesu, ale také výrazně zlepšit kvalitu vytvořeného spoje. Takové technologie navíc umožňují svařovat díly významné tloušťky.
Jednou z těchto technik, která je v poslední době stále populárnější, je svařování pomocí pulzního proudu. V okamžiku, kdy proudový impuls vstoupí do svařovací zóny, okraje spojovaných dílů a přídavný materiál se roztaví a v pauzách mezi takovými impulsy krystalizují. Pomocí automatizovaného systému řízení svářečky jsou takové impulsy synchronizovány s pohybem svařovacího oblouku, což zajišťuje vytvoření vysoce kvalitního spojení. Vystavení spojovaných dílů krátkým pulzům svařovacího proudu navíc eliminuje riziko přehřátí a v důsledku toho následné deformace.
Mezi moderní zařízení používaná pro svařování v prostředí ochranného plynu stojí za zmínku modely, které implementují funkci ohřevu přídavného drátu před jeho zavedením do svařovací zóny. Tato možnost umožňuje získat vysoce kvalitní a spolehlivé svařované spoje.
Svařování horkým drátem (TIG Hot-Wire)
Na moderním trhu si můžete také zakoupit modely zařízení, jejichž svařovací práce se provádějí pomocí několika nekonzumovatelných elektrod. Toto vylepšení umožňuje nejen provádět argonové svařování vysokou rychlostí, ale také získat vysoce kvalitní svarové spoje. Aby bylo možné tyto a mnoho dalších možností implementovat do zařízení pro argonové svařování, stačí jej vybavit dalšími bloky a nástavci.
Ale samozřejmě nejběžnějším zařízením úspěšně používaným pro svařování v argonu je invertor. Takové univerzální zařízení, které lze stejně úspěšně použít jak v průmyslových podmínkách, tak i doma, umožňuje i svářečům, kteří nejsou vysoce kvalifikovaní a mají bohaté zkušenosti, zhotovovat vysoce kvalitní svarové spoje. Významnou výhodou použití takových zařízení je, že se snadno učí a nezpůsobují velké potíže při provozu a údržbě.
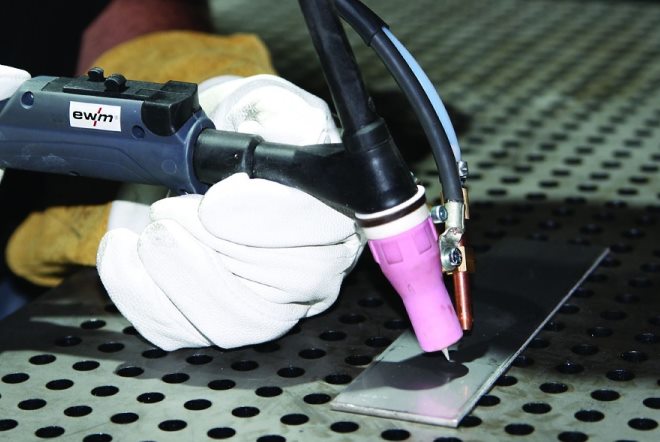
Svářečské práce svépomocí
Abyste vždy mohli provádět svařování argonem, kromě samotného svařovacího stroje – invertoru nebo transformátorového zařízení, budete potřebovat:
- hořáky, ve kterých bude instalována wolframová elektroda;
- láhev obsahující ochranný plyn;
- ventily a redukce, s jejichž pomocí bude regulována dodávka ochranného plynu;
- ochranné pomůcky: speciální maska, rukavice atd.

Svářečská ochranná maska s automatickým světelným filtrem
Před provedením argonového svařování by měly být povrchy spojovaných dílů důkladně očištěny od nečistot, oleje, mastných skvrn a oxidového filmu: v případě, že je nutné svařovat díly z hliníku a slitin na bázi tohoto kovu. K tomuto čištění se používají organická rozpouštědla a oxidový film se odstraňuje pomocí kovového kartáče nebo brusky.
Před zapálením svařovacího oblouku je nutné zapnout přívod ochranného plynu, což se provádí 7-10 sekund před začátkem procesu. Také po dokončení svařování musíte počkat několik sekund (5–7) a teprve potom vypnout přívod plynu.
Při provádění argonového svařování je netavitelná elektroda umístěna co nejblíže povrchu spojovaných dílů, což zajišťuje vysokou stabilitu elektrického oblouku a kvalitní průnik hran spojovaných dílů.
Jak bylo uvedeno výše, přídavný drát se nepohybuje příčně, pohybuje se pouze podél budoucího svaru. Důležité je, aby se plnicí drát posunul před hořák.
Aby byl kráter vytvořeného svaru vysoce spolehlivý, svařuje se při snížené proudové síle, k čemuž se používá reostat.
Regulátor svařovacího proudu
Při provádění argonového svařování je mimořádně důležité zajistit, aby elektroda a přídavný drát nepřesahovaly zónu ochranného plynu. Pokud tento požadavek zanedbáte, můžete skončit s nekvalitním svarem.
Ekonomické výhody vlastního svařování
Služby argonového svařování dnes poskytuje mnoho firem a soukromých řemeslníků. Náklady na takové služby, které lze jen stěží nazvat levnými, závisí na objemu a složitosti nadcházejících svařovacích operací, použitém zařízení a kvalifikaci specialisty.
Pokud neustále potřebujete argonové svařování, můžete vážně ušetřit na nákladech na profesionální služby, pokud si zakoupíte vhodné zařízení a provedete svařování sami. O správnosti tohoto rozhodnutí svědčí i to, že základy argonového svařování zvládnete za celkem krátkou dobu. Ale samozřejmě, pokud zřídka potřebujete provádět takové svařování, je lepší využít služeb specialistů, kteří mají k dispozici vše potřebné k rychlému a efektivnímu provedení takového technologického procesu.
A nakonec zajímavé video o nuancích argonového obloukového svařování různých kovů a vlastnostech jeho aplikace v praxi.