Svařování na tupo HDPE trubek – popis procesu svařování natupo vyhřívaným nástrojem.
Polyetylenové trubky: struktura, výhody a oblasti použití
Polyetylenové trubky jsou válcové výrobky vyrobené z polymerních materiálů. Jsou široce žádané ve výrobě, bydlení a stavebnictví. Používají se pro stavbu tlakových i netlakových potrubních systémů, dále pro stavbu septiků a plastových jímek.
PE trubky (HDPE) mají nízké hmotnostní charakteristiky a mají vynikající elastické vlastnosti. Jsou snadno zpracovatelné, což znamená, že je zvládne nainstalovat i řemeslník bez větších zkušeností v této oblasti.
Polyetylen je vysoce odolný vůči korozi a různým agresivním prostředím, díky čemuž je materiál obzvláště praktický. Během provozu se na vnitřních stěnách trubek díky hladké struktuře netvoří škodlivé usazeniny.
Důležitou výhodou použití polyetylenových trubek při konstrukci potrubí je jejich ekologická nezávadnost, díky které můžete volně spotřebovávat vodu, která cirkuluje potrubím z HDPE trubek, bez poškození vašeho zdraví.
Způsoby spojování polyetylénových trubek


Výběr možnosti připojení potrubí HDPE přímo závisí na podmínkách použití budoucího komunikačního komplexu. Při instalaci potrubí s pohybem vody pod tlakem je vhodné použít svařování trubek natupo nebo svařování elektrotavnými spojkami.
Použitím takových možností pro svařování potrubních prvků je možné získat nejodolnější potrubní spoje.
Při instalaci potrubí z polyetylenových trubek, ve kterých je voda dopravována gravitací, se často používají rozebíratelné spoje prvků z důvodu snadnosti jejich instalace.
Jak provádět trvalé svařování polyetylenových trubek?
Nezávislé provedení monolitických spojů potrubních součástí znamená implementaci jedné z následujících možností svařování:
- tupé spoje;
- elektrofúzní svařování.
Svařování na tupo
Svařování na tupo se často používá pro spojování HDPE trubek o průřezu 50 mm nebo více. K provedení této manipulace je zapotřebí svařovací zařízení určené pro svařování HDPE trubek. Princip jeho činnosti je založen na ohřevu koncových částí trubek a jejich následném spojování. To vytváří monolitické spoje, které nejsou méně spolehlivé než celé potrubí.
Svařování na tupo HDPE trubek se používá pro spojování spojů stejného průměru. Tloušťka stěny spojovaných součástí musí být 1 mm nebo více. Svařování polyetylénových trubek natupo je možné pouze při okolní teplotě 5 až 15 °C.
Pořadí akcí při svařování HDPE trubek na tupo:
- tuhé upevnění koncových prvků trubek v upevňovací části svařovacího stroje;
- přiložení topné desky na konce trubek a čekání, dokud se polyethylen nezačne tavit;
- topná deska je odstraněna a HDPE trubky jsou přitlačovány blíže k sobě;
- odstranění upevňovacích prvků a vytažení HDPE trubek ze svařovacího zařízení.
Svařování HDPE trubek má oproti svařování ocelových prvků významnou výhodu – ekonomickou spotřebu elektrické energie.

Rada: svařovací stroj můžete zakoupit v prodejně stavebního a opravárenského materiálu nebo si zařízení na požadovanou dobu pronajmout.
Elektrofúzní svařování polyetylenových trubek

Spoje provedené pomocí elektrofúzních spojek pomáhají konstruovat potrubní systémy, které vydrží tlak 16 atm.
Jedinou nuancí je, že elektrofúzní svařování je považováno za dražší způsob spojování potrubních prvků ve srovnání s HDPE trubkami na tupo.
Svařování pomocí elektrofúzních spojek vyžaduje dodržování následujících pravidel:
- důkladné čištění koncových prvků trubek, které je třeba připojit;
- nasazení tupé části spojky s elektrickými topnými komponenty;
- po připojení armatury ke spoji HDPE trubek dochází k jejich zahřátí, čímž dojde k roztavení koncových částí trubek a elektrofúzní spojky;
- těsné spojení potrubí.
Tip: Pro dosažení co nejúčinnějších výsledků při svařování HDPE trubek je důležité zajistit koncové prvky trubek spojovacím prvkem tak, aby se až do úplného konce postupu nepohybovaly.
Elektrofúzní svařování se používá hlavně tam, kde je potřeba provést více spojů. Například při připojení další odbočky ke stávajícímu potrubnímu komplexu.
Trvalé spojení polyetylenových trubek je méně odolné ve srovnání se svařovaným spojením, ale tento způsob spojování dílů má své nesporné výhody. Patří mezi ně následující:
- ekonomický přínos – pro provedení práce není potřeba pořizovat speciální vybavení a stavební nářadí;
- schopnost provádět svařování za jakýchkoli podmínek, včetně vodního prostředí;
- jednoduchost a vysoká účinnost instalace.
V dnešní době jsou velmi oblíbené následující způsoby odpojitelného spojení:
- uspořádání hrdlových spojů pomocí speciálních těsnících dílů s elastickými vlastnostmi;
- realizace armatur nebo přírubových spojů pomocí speciálních montážních komponentů.
Tip: Hrdlové spoje se často používají při instalaci beztlakových potrubních systémů. Přírubové spojení se vyznačuje vysokým stupněm pevnosti, téměř stejně dobré jako svařování polyetylenových trubek. Vzhledem k tomu je vhodné je použít při instalaci vodovodního potrubí.
Charakteristické výhody armaturních spojů

- získání vysoce pevných struktur;
- univerzálnost použití prvků – aplikace pro stavbu potrubních komplexů různého funkčního účelu;
- vysoká odolnost proti mechanickým vlivům a změnám teplotních podmínek;
- univerzálnost použití prvků – aplikace pro stavbu potrubí pro různé funkční účely;
- jednoduchost a cenová dostupnost montáže konstrukcí.
Rada: moderní výrobci vyrábějí spojovací prvky pro spoje stejných i různých průměrů. Pokud je nutné spojovat HDPE trubky s kovovými díly, používají se speciální přechodové spojky.
Aplikace svěrných šroubení
Instalace kompresních šroubení zahrnuje následující kroky:
- demontáž armatury – odšroubování speciální převlečné matice;
- čištění koncových prvků a jejich zpracování srážecím strojem;
- upevnění značky na trubce, která ukazuje hloubku jejího pronikání do vnitřní části tvarovky;
- mazání konce trubky tekutým mýdlem, což usnadňuje vložení trubky, ale odpor bude stále patrný kvůli přítomnosti pryžového těsnicího prvku;
- převlečnou matici nejprve utáhněte rukou a poté pomocí speciálního klíče, matici však neutahujte příliš.
Na základě všeho výše uvedeného vyplývá důležitý závěr: instalaci HDPE trubek lze provést svépomocí, bez využití služeb kvalifikovaných odborníků.
Zařízení pro svařování HDPE trubek
Zařízení pro připojení HDPE trubek – speciální zařízení, která ohřívají části spoje, taví je a pomáhají získat monolitické spojení. Používá se pro svařování rozebíratelným i nerozebíratelným způsobem – pomocí tvarovek s elektrotavnými spojkami a metodou svařování na tupo HDPE trubek.
Hlavní typy zařízení pro svařování HDPE trubek

Ruční mechanický svařovací stroj

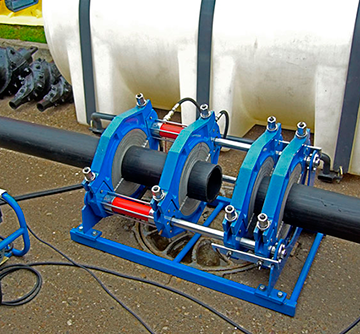
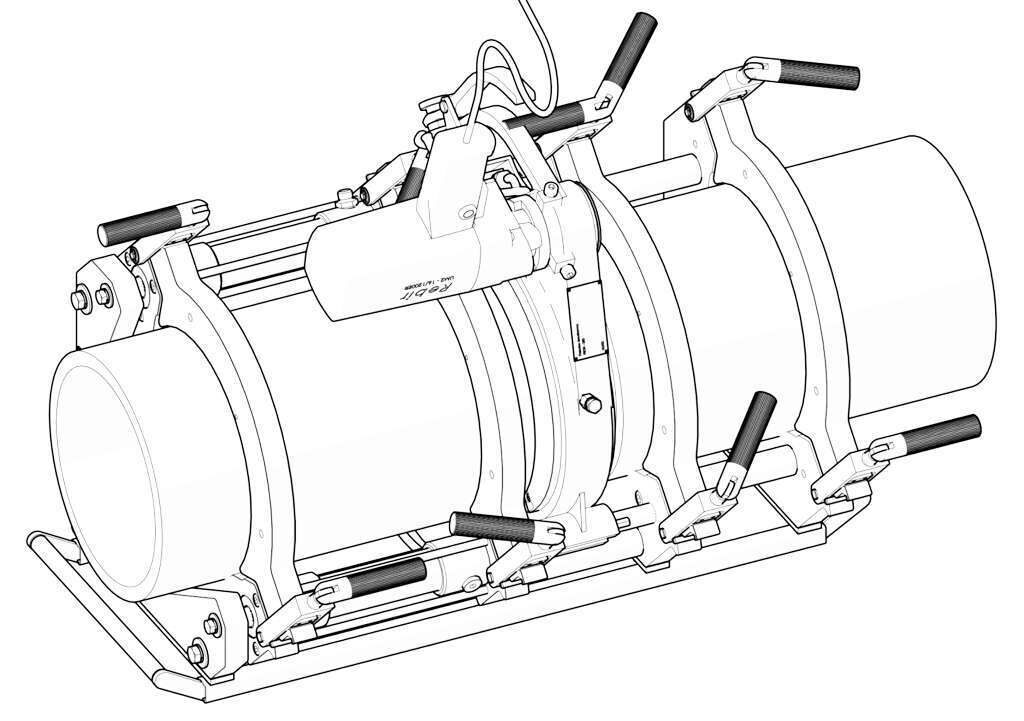
Hydraulický svařovací stroj
- Ruční svářečka určená pro spojování HDPE trubek do průřezu 250 mm. Zařízení obsahuje topnou desku, regulátor teploty a pohodlnou rukojeť pro přenášení zařízení. Topné těleso obsahuje 2 otvory, do kterých se za provozu vkládají navařené komponenty. Taková zařízení jsou nepostradatelná, když je nutné svařovat HDPE trubky na těžko dostupných místech. Je vhodné je používat při provádění malých objemů práce.
- Hydraulické zařízení pro svařování HDPE trubek je ideální pro spojování HDPE trubek velkých průměrů – od 40 do 1600 mm pro tlakové potrubí a 315 mm pro beztlakové potrubí.
Naše společnost nabízí široký sortiment svařovací techniky pro svařování HDPE trubek za přijatelné ceny. Poskytujeme rychlé a bezplatné dodání certifikovaných produktů do jakéhokoli regionu Ruské federace a bývalých zemí SNS, v případě potřeby plníme naléhavé objednávky zákazníků.
Svařování polyetylénových trubek natupo vyhřívaným nástrojem – obecný princip
Proces svařování plastových trubek vyhřívaným nástrojem je následující: pomocí speciálního svařovacího zařízení je nutné zahřát konce svařovaných prvků na teplotu tavení materiálu, poté trubky připojit pod tlakem a chladit až do svaru dosáhne dostatečné síly.

Výhody svařování na tupo HDPE oproti jiným metodám
Hlavní výhodou této technologie oproti jiným možnostem svařování PE trubek je absence nákladů na dodatečné spojovací díly (tvarovky) – samotné konce trubek jsou svařeny. Zároveň pevnost svaru není nižší než pevnost trubky. A čím větší je průměr instalovaného potrubí, tím znatelnější jsou úspory na každém svarovém spoji.
Další zásadní výhodou svařování na tupo je možnost použití této metody při pokládce potrubí pomocí vodorovného směrového vrtání, stejně jako při obnově starého potrubí vtažením dovnitř plastových trubek: při svařování na tupo, na rozdíl od hrdlového svařování, se vnější průměr potrubí nemění. zvýšení.
Stručný návod k postupu svařování PE trubek na tupo
Ruská GOST R 55276 (založená na evropské normě ISO 21307) umožňuje výběr ze tří možností pro postupy svařování na tupo: svařování při jediném nízkém tlaku, svařování při dvojnásobném nízkém tlaku a svařování při jediném vysokém tlaku. Dnes (2020) však nejčastěji používanou možností v praxi zůstává postup svařování při jediném nízkém tlaku (blízko tradičně používaným německým normám DVS 2207-1).
Schéma postupu svařování na tupo u HDPE trubek

Čas t, s:
tw – příprava (upevnění obrobků, stanovení posuvného tlaku atd.);
tf – ořezávání;
t1 – vyrovnání (trvá do vytvoření válečku, výška odpovídá tabulkové hodnotě);
t2 – zahřívání;
t3 – technologická pauza (k vyjmutí nahřátého nástroje z centralizátoru);
t4 – nárůst tlaku;
t5 – chlazení pod tlakem RO.
Tlak p, bar:
p1 – pohyb;
pf – ořezávání;
PI – zarovnání;
PII – zahřívání;
p2 – tabulková hodnota tlaku pro svařovanou trubku*;
Po = PI – chlazení pod tlakem.
* Tabulkové hodnoty tlaku v hydraulickém systému svářečky udává výrobce stroje. Pro každý model výbavy se budou lišit, protože. Různá zařízení se stejnou hodnotou tlaku na manometru vytvoří různé upínací síly.
Kroky v procesu svařování na tupo horkým nástrojem
Čištění konců trubek, čela a povrchů ohřívače
Před upevněním svařovaných prvků do centralizátoru je nutné očistit jejich vnitřní a vnější povrchy – otřít čistým hadříkem nepouštějícím vlákna. Odstraňte všechny nečistoty z oblasti svařování. Vyčistěte také povrchy zastřihovače a ohřívače. K odmaštění povrchu ohřívače použijte vhodný přípravek, například ubrousky napuštěné alkoholem.
Pokud je potrubí instalováno v ochranném plášti, musí být nejprve odstraněna vnější vrstva, aby bylo možné potrubí správně upevnit v centralizéru (pokud výrobce potrubí nestanoví jinak).
Upevnění prvků ke svařování
Po zajištění trubek v centralizátoru odstraňte případné odsazení hran. Pro správné vystředění trubek použijte válečkové podpěry nebo stojany. Tím se také sníží tření mezi potrubím a zemí a sníží se výtlačný tlak.

Ořezávání trubek
Proces ořezávání svařovaných prvků (řezání třísek z konců trubek pomocí speciálního nástroje) se provádí pro vytvoření rovnoběžných ploch při svařování. Postup musí být prováděn, dokud nejsou získány souvislé třísky o šířce rovné tloušťce stěny svařovaných prvků.
Upínací tlak by neměl výrazně převyšovat pohybující se tlak – je pouze nutné vytvořit dostatečnou sílu k zaříznutí nožů do trubek. Další zvýšení tlaku proces neurychluje, ale zároveň vede k rychlému opotřebení zařízení. Trubky ořízněte bezprostředně před svařováním a poté se jich nedotýkejte rukama.
Pokud se po lícování změnila poloha svařovaných prvků ve svorkách centralizátoru (svorky byly odstraněny nebo znovu instalovány, byla upravena utahovací síla šroubů svorky atd.), bude nutné provést lícování znovu .
Posouzení kvality přípravy potrubí
Odstraňte třísky z oblasti sváru. Zkontrolujte svařované prvky, zda nevykazují stopy nesprávně provedeného ořezu – dutiny nebo jiné vady. V případě potřeby otřete konce obrobků čisticí a odmašťovací směsí.

Stanovení cestovního tlaku
Před zahájením svařování je nutné určit, jaký tlak v hydraulickém systému svařovacího stroje mu umožní překonat třecí síly působící na trubky a pohyblivé prvky centralizátoru. V každém konkrétním případě se bude tlak lišit v důsledku různé hmotnosti potrubí, odporu půdy, úhlů sklonu atd. Hodnotu tlaku, která se zobrazí na tlakoměru v okamžiku, kdy se objímka s pohyblivou částí trubky začne pohybovat, bude nutné dále přičíst ke všem tabulkovým hodnotám tlaku v následujících fázích svařovacího procesu.

Tavení konců svařovaných prvků
Aby proces ohřevu konců trubek proběhl správně, musí být povrchy ohřívače a svařovaných prvků ve vzájemném dokonalém kontaktu. I po správném zastřižení zůstávají na trubkách nějaké nerovnosti, které se vyskytují i na povrchu ohřívače.
Chcete-li odstranit všechny vzduchové mezery, musíte nejprve přitlačit trubky k ohřívači značnou silou – pak roztavený materiál vyplní všechny dutiny.

V tomto případě bude část materiálu vytlačena a dovnitř ve formě válečků (otřepů). Po vytvoření otřepu s výškou odpovídající tabulkové hodnotě je třeba snížit tlak na zahřívací tlak. V tomto případě je důležité, aby nebyl přerušen kontakt mezi zahřátým nástrojem a konci trubek.
Povrchová teplota ohřívače by měla být zvolena v souladu s materiálem svařovaných trubek.
Technologická pauza pro vyjmutí topidla
Po uplynutí doby ohřevu konců trubek by měly být svařované prvky z ohřívače odstraněny, ohřívač by měl být odstraněn a trubky by měly být co nejrychleji spojeny. Doba technologické pauzy by neměla přesáhnout tabulkovou hodnotu: pokud je delší, vytvoří se na koncích trubek vrstva ochlazeného materiálu, která negativně ovlivní pevnost hotového spoje.

Při svařování při nízkých teplotách (zejména pod 0°C) se povrchy ochlazují rychleji než za normálních podmínek. Tím se zkracuje přípustná doba technologické pauzy: přibývající vrstva chlazeného materiálu na koncích může způsobit neuspokojivou kvalitu švu. Tento efekt může být také způsoben nedostatkem úkrytu pro oblast svařování před větrem. Dalším faktorem, který může negativně ovlivnit kvalitu svařování, je vlhkost, která také urychluje ochlazování povrchů trubek. Navíc, pokud je značná vlhkost, částice páry se mohou dostat dovnitř spoje a vytvořit prázdné bubliny, které ovlivňují pevnost švu. Proto je nutné svařovací prostor chránit před nepříznivými povětrnostními vlivy (např. pomocí ochranného stanu s nainstalovaným ohřívačem).
Místo svařování musí být také chráněno před prachem. Prach ulpívající na povrchu ohřívaného materiálu během technologické pauzy nebude při sbližování trubek zcela odstraněn, což také negativně ovlivní pevnost výsledného spoje.
Usazení (nárůst tlaku)
Po sejmutí ohřívače a spojení trubek k sobě se spoj usadí pod tlakem, který se postupně zvyšuje na předem stanovenou hodnotu. Při pěchování se svařovaný materiál promíchá a vytvoří se molekulární vazby zajišťující pevnost hotového svarového spoje.
Chlazení svarového spoje
Roztavené konce trubek musí být stlačeny ve svařovacím stroji pod tlakem po dobu stanovenou postupem svařování.

Tlak musí být udržován, dokud teplota neklesne na teplotu krystalizace polyethylenu. Další chlazení švu lze provádět mimo centralizátor svářečky.
Viz též:
8 (800) 550-08-85
+7 (812) 992-52-87