Svarové švy – druhy a způsoby aplikace
Svarové švy jsou mnohem starší než moderní metalurgická věda. Nové účinné technologie se staly dostupnými teprve od vynálezu elektrody v polovině 19. století. Ale spojení částí znal člověk dávno před naším letopočtem. Ve staroegyptských hrobkách se archeologové často setkávají se šperky a předměty pro domácnost z drahých kovů s velmi dovedně provedenými švy. A při vykopávkách v Pompejích byly nalezeny vodovodní trubky z olova s pájeným podélným spojem.
V průběhu dvou století se vyvíjela nejen teorie, ale zdokonalovaly se i praktické dovednosti svářečů. Používají se různé metody – v závislosti na konkrétních výrobních úkolech, výkresech, technickém vybavení, normě GOST a odborné kvalifikaci. Klasifikace sloučenin může být provedena podle několika parametrů.
Hlavní gradace – podle konkrétního uspořádání dílů k sobě:
- Butt – práce s díly umístěnými ve stejné rovině.
- Překrývání – prvky jsou spojeny podle principu kroků, které tvoří mírné překrytí.
- Úhlové – obrobky se svařují kolmo k sobě nebo pod daným úhlem.
- Tvar T – díly jsou svařeny ve tvaru písmene T, v pravém úhlu nebo v mírném sklonu.
- Konec – prvky k sobě přiléhají rovinami.
Možnosti na tupo a rohy jsou nejběžnější a nejméně složité. Tupý spoj se nejčastěji používá pro práci s potrubím a plechem.

Nějaká terminologie
Začátečníci si často pletou pojmy “svařovací šev” и “svařovaný spoj”. To jsou ale úplně jiné technologické koncepty. Svar je specifický úsek, který spojuje různé části. Svařovaný spoj se skládá ze tří prvků:
- Přímo ve švu.
- Fusion zóna.
- Oblast tepelné expozice.
Svařování kovových konstrukcí zahrnuje širokou škálu metod – některé zvládne i začínající pracovník, jiné vyžadují vysokou kvalifikaci. V některých případech je bez nadsázky nezbytná mistrovská práce s elektrodou: její pohyb během svařování může být prováděn v různých vzorech:
- cikcaky;
- trojúhelníky;
- spirály;
- půlměsíce;
- osmičky.
Pokud nakreslíte přímku elektrodou, šev bude tenčí a rovnoměrnější, ale můžete zapomenout na trvanlivost takového produktu. Vytvoření svařovacího vzoru elektrodou rozšíří šev, ale zároveň zajistí jeho pevnost a spolehlivost.
Druhy svarových spojů
Šev získaný krystalizací kovu musí být trvalý a spolehlivý, vzduchotěsný a odolný. Existuje však mnoho kritérií, podle kterých se určuje optimální typ švu.
Nejjednodušší je založen na prostorové poloze svařovaných prvků:
- horizontální;
- vertikální ;
- strop;
- spodní.
Nejtěžší práce je se stropem, horním švem. V tomto případě únik kovu nejen ovlivňuje kvalitu produktu, ale také představuje skutečnou hrozbu pro člověka – koneckonců horký kov se nachází přímo nad hlavou svářeče.
U vertikálních metod (svařování elektrickým obloukem) i horizontálních je hlavním rizikem netěsnost a deformace kovu. Zde tento proces není pro člověka tak nebezpečný, ale škodí kvalitě práce. Ale nižší typ svařování je jednoduchý, prakticky bezpečný a přístupný začínajícímu specialistovi.
Dalším kritériem je délka švu. DŮLEŽITÉ: Bez ohledu na velikost mohou být švy souvislé nebo přerušované. Podle délky odpovídají třem skupinám:
- Dlouhá – přes 1 metr.
- Průměr – od 25 centimetrů do 1 metru.
- Krátké – méně než 25 centimetrů.
Přerušované jsou segmenty 0,1-0,3 metru, lze specifikovat několik typů:
Na základě vzhledu jsou svary také rozděleny do tří kategorií:
- konkávní – při práci s tenkými kovovými částmi;
- konvexní – pro výkonnější struktury;
- trojúhelníkové – obvykle se používá pro rohové a T-spoje.
Ale plochý šev lze považovat za univerzální. Slouží k tomu i definice “normální šev”. Snadno se používá, je spolehlivý v provozu a vydrží impozantní zatížení.
Typy svarů se dělí podle typu samotného svařování:
- Manuál pro elektrický oblouk.
- Laser.
- Plazma.
- Použití inertních plynů.
- Automatický.
- Tlak.
Výběr konkrétního typu závisí nejen na pracovních podmínkách, kombinaci svařovacích materiálů, technologických požadavcích – ale také na kvalifikaci svářeče, stejně jako na možnostech dostupného zařízení.
Konfigurace – to se týká označení vlastností samotného švu, nikoli svařovaných částí:
- přímočarý;
- křivočarý;
- prstencové nebo zaoblené.
Vizuálně může být prstencový šev definován jako spirálový.
Podle počtu průchodů – tento parametr závisí na tloušťce svařovaného kovu a požadavcích na pevnost hotové konstrukce. Podle počtu průchodů jsou tedy svarové švy:
- jednovrstvý jednoprůchodový;
- vícevrstvý;
- víceprůchodový.
Vektor vnějšího vlivu se vztahuje k síle, kterou vyžaduje odborník při svařování dílů. Rozděleno do čtyř možností:
- Čelní nebo příčné – s vektorem 90 stupňů.
- Lemování znamená sílu rovnoběžnou s kloubem.
- Kombinovaná – kombinuje možnosti ostatních tří možností a její provedení je nejnáročnější.
- Šikmé – když je elektroda nasměrována pod úhlem menším než 90 stupňů.
Existuje další jednoduchý typ klasifikace – šev může být jednostranný nebo oboustranný. Ale v závislosti na tloušťce dílů se příprava svařovací hrany bude lišit:
- díly o tloušťce menší než 4 mm – s lemováním;
- do 8 mm – bez zkosení;
- 3-60 mm – V-úkos;
- 8-100 mm – K-úkos;
- 15-100 mm – zakřivené zkosení;
- 8-120 mm – X-úkos.
Práce s tenkými díly zpravidla zahrnuje svařování na tupo s jednostranným zpracováním nebo bez zpracování konstrukčního prvku hran.

Jaké vady existují
Ani vysoce kvalifikovaní a mimořádně pozorní pracovníci nezaručují dokonalý výsledek. Problémy mohou vzniknout nejen kvůli chybám během provozu, plastické deformaci kovu, ale také kvůli nedostatkům v kovu samotném nebo poruchám svařovacího zařízení. Proto je příprava na svařování neméně důležitá než samotný proces.
Jaké problémy jsou nejčastější:
- hořet;
- nedostatek penetrace;
- vzhled pórů.
Další možnou nevýhodou jsou struskové vměstky. Bohužel ve většině případů se vady projeví až po dokončení díla. Některé problémy lze opravit převařením, zatímco jiné vedou k vyřazení výrobku.
![]()
14. Svarové spoje: výhody a nevýhody, rozsah. Druhy svarů, druhy svarových spojů, druhy svařování.
Svařované spoje jsou nejběžnějším a nejdokonalejším typem trvalých spojů. Vznikají lokálním ohřevem spojovacích oblastí svařovaných dílů do roztaveného stavu (tavné svařování) nebo do plastického stavu s následným stlačením (odporové svařování). V tomto případě se využívají síly mezimolekulární interakce. Svařování je široce používáno ve strojírenství.
Hodnota svařované spoje: schopnost vyrábět velkorozměrové výrobky (trupy lodí, železniční vozy, karoserie automobilů, potrubí, nádrže, mosty atd.); snížení hmotnosti oproti litým dílům až o 30 % au nýtovaných dílů až o 50 % zejména díky snížení tloušťky stěny a přídavků na obrábění, jakož i absencí otvorů zeslabení a překrytí jako u nýtovaného spojení; snížení nákladů na výrobu složitých dílů v jednorázové nebo malosériové výrobě; nízká pracnost, nízké náklady na zařízení, možnost automatizace; schopnost dosáhnout stejné pevnosti svařovaného výrobku a svařovaných dílů.
Omezení svarové spoje: výskyt vad svaru při svařování, které snižují jejich pevnost (zejména při proměnlivém zatížení). Na Obr. vady švu jsou zobrazeny: a) nedostatek pronikání svaru; b) podříznutí švu; c) posunutí částí ve spoji; d) struska 2 a plyn 3 vměstky (poslední jsou eliminovány mechanickou úpravou povrchové zóny svaru); výskyt zbytkových pnutí (v důsledku lokálních tepelných deformací z nerovnoměrného ohřevu spojovaných dílů) snižuje pevnost a způsobuje nutnost stárnutí; složitost monitorování kritických svařovaných výrobků; lokální tavení částí dílů v blízkosti švu způsobuje změnu chemické struktury kovu.

Podle technologie výroby se rozlišují: 1) elektrický oblouk (k ohřevu dochází průchodem elektrického proudu mezi elektrodou a materiálem, materiál se podílí na tvorbě švu, materiál elektrody chrání šev před oxidací) 2) automatický (pod vrstvou tavidla, pro dlouhé díly) 3) plyn (v oxidu uhličitém, pro svařování dílů z uhlíkových a nízkolegovaných ocelí, v argonu a heliu u vysokolegovaných ocelí tavná nebo wolframová elektroda) 4) elektrostruska (pro svařování dílů neomezené tloušťky) 5) svařování elektronovým paprskem (ve vakuových komorách, difuzní svařování legovaných ocelí, hliníkových slitin, nekovů) 6) odporové svařování.



Na základě vzájemného uspořádání prvků se rozlišují: 1) od konce ke konci 2) překrývající se 3) T-spoj (tupé a rohové švy) 4) rohové 5) spojovací švy (jedna deska je umístěna na druhé a svařované).
15. Tupé spoje. Výpočet spojů zatížených tahovou (tlakovou) silou, ohybovým momentem a silou působící společně s momentem.
Svařované výrobky vyrobené tupými svary jsou nejracionálnější a vznikají úplným svařením spoje konců spojovaných dílů pomocí obloukového nebo kontaktního elektrického svařování. Úplný a bezchybný průvar spoje zajišťuje stejnou pevnost svaru a spojovaných dílů. Svarové spoje natupo při statickém zatížení jsou zničeny převážně podél švu.
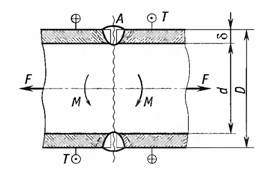
F – středová tahová síla, M – ohybový moment, T – krouticí moment.
V tomto případě je výpočet tupých svarů pro statickou pevnost přibližně proveden pomocí ekvivalentních napětí σekv v nebezpečném úseku

Kde  – normální tahové napětí,
– normální tahové napětí,  — nejvyšší normálová ohybová napětí (v zóně A),
— nejvyšší normálová ohybová napětí (v zóně A), 
 — nejvyšší tangenciální ohybová napětí.
— nejvyšší tangenciální ohybová napětí.
Jestliže  , pak se výrazy zjednoduší
, pak se výrazy zjednoduší  .
.

tabulková hodnota dovoleného napětí pro svar.