Technologie výroby dřevotřískové desky (dřevotřískové desky) | Vegaplit
Předpokládá se, že předkem dřevotřísky byl Ernst Hubbard, který navrhl myšlenku vytvoření nového, vědě dříve neznámého materiálu z pilin a kaseinového lepidla. V roce 1887 Hubbard uskutečnil své sny a představil veřejnosti první prototyp dřevotřískové desky. Vývoj vynálezce byl po chuti jeho kolegům a již v roce 1918 byl vytvořen další experimentální model – deska dokončená dýhou. V dnešní době je laminovaná dřevotříska dostupná všem. Ale v době M. Beckmana, který jako první pokryl dřevotřískové desky dýhou, si takové výrobky mohli dovolit jen privilegovaní lidé.
Přelomový okamžik v historii dřevotřískových desek nastal v roce 1926. Německý vědec Freudenberg tehdy odvodil vzorec pro „ideální“ dřevotřískovou desku a vypočítal optimální poměr mezi pojivem a pilinami. Podle jeho výpočtů měla štěpka „polotovar“ obsahovat 3 až 10 % viskózní látky. Později byly závěry vědce mírně opraveny, takže dnes dřevotřískové desky obsahují 6 až 8% formaldehydových pryskyřic. Mimochodem, pryskyřičné sloučeniny se začaly používat při výrobě dřevotřískových desek až v roce 1933, 7 let po Freudenbergových základních výpočtech.
Pracovali i naši krajané, i když ne ve své domovině. V roce 1935 vyrobil emigrant Alexey Samsonov ve Francii první orientované dřevotřískové desky (OSB) kladením dlouhých pásů dýhy do křížového vzoru. Ve stejném roce začal ve státě Iowa fungovat experimentální závod na výrobu desek s použitím fenolického pojiva Ernsta Lötschera.
Mnohem později byly vyrobeny dřevotřískové desky odolné proti vlhkosti, které obsahovaly parafinové sloučeniny.
Proces výroby dřevotřískových desek spočívá ve zpracování předem připraveného odpadu ze zpracování dřeva lisováním za tepla. Pracovní hmota obsahuje kromě třískové směsi také termosetovou pryskyřici s adhezivními vlastnostmi.
Výchozími materiály pro budoucí desky jsou dřevěné štěpky a piliny, stejně jako další odpad z papírenského a dřevozpracujícího průmyslu. Stačí je smíchat se speciální pryskyřicí a vložit do formy. Tam, za podmínek horkého lisu a vystavení teplotě, bude pryskyřice vykazovat své adhezivní vlastnosti.
Konečnou fází technologického procesu je chlazení hotových dřevotřískových desek a jejich oddělení od forem. Dále jsou odeslány k leštění.
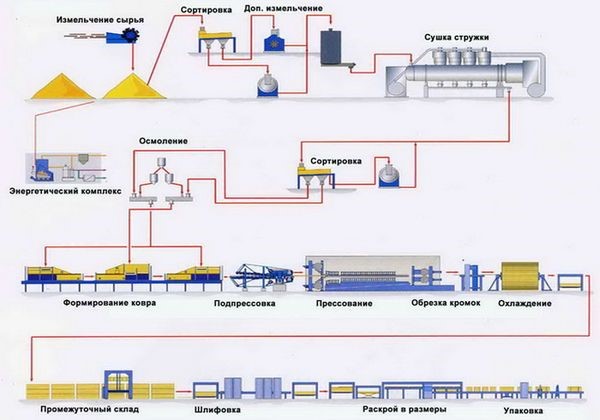
Schéma výrobního procesu
Technické vlastnosti dřevotřískových desek
Hustota – 0,5-1,0 g/cm³;
Bobtnání ve vodě – 5–30 %;
Pevnost v tahu – 0,2–0,5 MPa;
Pevnost v ohybu – 10–25 MPa;
Tloušťka – od 1 mm (v krocích po 1,0 mm);
Délka – od 1800 mm (v krocích po 10 mm);
Šířka – od 1200 mm (v krocích po 10 mm).
Dřevotřísková deska má přijatelnou cenu a je vhodná pro provádění široké škály úkolů ve stavebnictví, dokončování a dekoraci interiérů. Mezi jeho další výhody patří:
- jednoduchost a snadnost zpracování;
- rychlá montáž konstrukcí (pomocí šroubováku);
- univerzálnost použití;
- dobrá bezpečnostní rezerva;
- estetický vzhled;
- velký výběr barev;
- hustá homogenní struktura;
- nízká hmotnost, což zjednodušuje přepravu;
- trvanlivost v závislosti na skladovacích a provozních podmínkách.
Mnozí považují za hlavní nevýhodu přítomnost pryskyřic v dřevotřískových deskách, které negativně ovlivňují lidské zdraví. V moderní výrobě se však používají poměrně málo a obsah je přísně kontrolován výrobcem. Ujistěte se, že výrobce má certifikát, který potvrzuje kvalitu materiálu, a buďte si jisti, že je bezpečný. Druhou nuancí, se kterou se setkáte, je nemožnost získat zakřivené a tvarované díly. To se vysvětluje složitostí řezání dřevotřísky.
Technologie výroby dřevotřísky (dřevotřískové desky).
Surovinou pro dřevotřískové desky jsou různé druhy odpadu z pily, těžby, zpracování dřeva (desky, latě, dna, větve, odřezky, hobliny, piliny), ale i nekvalitní kulatina. Ukazuje se důležitost této výroby: z odpadu a nekvalitního dřeva se získává materiál, ze kterého se vyrábí kvalitní, trvanlivé produkty.
Veškerý kusový odpad se drtí na štěpky pomocí štěpkovačů. Dřevní štěpka se připravuje z dřevní štěpky, dále z hoblin, odpadu a pilin na speciálních rotačních strojích. Z kulatiny se štěpka vyrábí buď přímo z kulatiny na strojích s nožovou hřídelí, nebo podle schématu štěpka-tříska, kdy se nejprve vyrábí štěpky a poté se z štěpků vyrábějí hobliny. Před podáváním kmenů do hoblovacího stroje se kmeny nařežou na odměřené kusy (obvykle 1 m dlouhé).
Třísky musí mít určité, předem stanovené rozměry (tloušťka 0,2-0,5 mm, šířka 1-10 mm, délka 5-40 mm). Nejmenší třísky jsou posílány do vnějších vrstev desky. Kromě dodržení rozměrů je také nutné zajistit, aby třísky byly ploché, jednotné tloušťky, s hladkým povrchem. Hobliny pro vnější vrstvy po rozčesávacích strojích procházejí dodatečným mletím v drtiči (zde je šířka zmenšena) nebo ve mlýnech, kde se mění tloušťka. Poslední operace je zvláště důležitá pro desky, které jsou dokončeny laminací, protože v tomto případě jsou kladeny vysoké nároky na kvalitu jejich povrchu.
Vyrobené surové štěpky jsou skladovány v bunkrech, kam jsou dodávány pneumatickým dopravním systémem nebo mechanickými dopravníky. Ze zásobníků jsou surové štěpky přiváděny do sušiček. Je nutné sušit štěpky na obsah vlhkosti 4-6% a pro vnitřní vrstvu – až 2-4%. Proto se třísky různých vrstev suší v samostatných sušičkách. Při výrobě dřevotřískových desek se zpravidla používají konvekční sušičky, ve většině případů bubnového typu. V sušicí peci se spaluje plyn nebo topný olej, teplota v ní je 900-1000 °C. Na vstupu do bubnu dosahuje teplota sušícího prostředku 450-550 °C, na výstupu je od 90 do 120 °C. Buben má průměr 2,2 m a délku 10 m, instaluje se se sklonem 2-3° ke vstupu surové štěpky.
Po vysušení se třísky třídí buď na mechanických (sítových) jednotkách nebo pneumaticky. Tyto stroje rozdělují třísky na frakce pro vnější a vnitřní vrstvy. Tím je výroba čipů dokončena. Je třeba poznamenat, že tato část technologického procesu do značné míry určuje úspěšnou realizaci následných operací, produktivitu procesu a zejména kvalitu bram. Proto je přípravě čipů věnována velká pozornost (obsluha zařízení v této oblasti, kvalifikace operátorů).
Štěpky se mísí s pojivem ve speciálních jednotkách zvaných míchačky. Tato operace je složitá, protože výrobní technologie vyžaduje potažení každého čipu pojivem. Nepryskyřičné třísky se neslepují a přebytek pryskyřice na třískách vede k nadměrné spotřebě pojiva a nízké kvalitě desek. Pojivo se dodává do míchačky ve formě roztoků. Jejich koncentrace v toku vnější vrstvy je 53-55 %, vnitřní vrstva je o něco vyšší (60-61 %). V současné době jsou nejběžnější míchačky, ve kterých je nastříkané pojivo (velikost částic 30-100 mikronů) nasměrováno hořákem na proud třísek zavěšených ve vzduchu. Tyto dva proudy se mísí, pojivo se ukládá na povrch třísek. Míchačky zpravidla vyžadují jemnou kontrolu, která dodržuje přísné kvantitativní vztahy mezi třískami, pryskyřicí a tvrdidlem. Po dehtování jsou třísky odesílány pásovými nebo hřeblovými dopravníky do tvářecích strojů.
Tvářecí stroje odebírají dehtované třísky a sypou je do rovnoměrné vrstvy (koberec) na palety nebo dopravní pásy běžící pod nimi. Koberec na holení je souvislý pruh určité šířky a tloušťky. Dělí se do balíků, ze kterých se následně při lisování za tepla formují pláty. Rovnoměrnost kobercové výplně přirozeně přímo ovlivňuje kvalitu desek (rovnoměrná hustota, stejná tloušťka). Kromě toho musí tvářecí stroje do vnějších vrstev přidávat jemné třísky.
Dopravník posouvá balíky, které se po průchodu předlisem stávají hustými, transportu odolnými briketami. V současnosti jsou v průmyslu dřevotřískových desek známé dva zásadně odlišné typy hlavních dopravníků. Liší se tím, že v jednom případě se pytle (a následně brikety) přemísťují na kovových paletách, v druhém typu hlavního dopravníku – na pásových dopravnících při bezpaletovém lisování. Každé schéma hlavního dopravníku má své výhody a nevýhody. Paletová metoda je jednodušší a spolehlivější, ale desky se vyrábějí s většími odchylkami tloušťky a spotřeba tepelné energie je větší. Bezpaletová metoda poskytuje určité úspory energie a zlepšenou kvalitu desky. Konstrukce hlavních dopravníků jsou dostatečně podrobně popsány v odborné literatuře a v případě potřeby ji může čtenář využít k podrobnějšímu prostudování této hlavní technologické řady továren na dřevotřískové desky.
Autor již zmínil, že součástí hlavního dopravníku je lis pro předlisování. Předlisování je nutné pro zmenšení tloušťky obalu a zvýšení jeho přepravitelnosti. Tloušťka balení se zmenší 2,5-4krát (více při bezpaletovém lisování). Tlak je v tomto případě 1-1,5 MPa při lisování na paletách a 3-4 MPa při lisování bez palet. Předlisování se obvykle provádí v jednopodlažních lisech, někdy se jedná o lis pohyblivý, častěji stacionární.
Po předlisování se brikety na paletách dostávají do vícepodlažního hydraulického lisu pro lisování za tepla. Při bezpaletovém lisování jsou brikety vyskládány pásem přímo na horké desky lisu; Při lisování je briketa vystavena teplu a tlaku. Čtenář samozřejmě chápe, že doba lisování za tepla určuje dobu trvání lisovacího cyklu a tím i produktivitu celého závodu. Velká pozornost je proto věnována snížení lisovacího cyklu. Náklady na lis na lisování za tepla, stejně jako při výrobě dřevovláknitých desek, jsou 20-25% nákladů na veškeré vybavení závodu, a proto je problémem jeho nejlepšího využití neustálá starost pracovníků závodu a profese lisu operátor je nejuznávanější.
Lisování se provádí při 180 °C a specifickém tlaku 2,5-3,5 MPa. Doba lisování je 0,3-0,35 minuty na 1 mm tloušťky desky. Moderní lisy disponují velikostmi topných desek 6×3 m, s až 22 pracovními prostory (lisuje se 22 dřevotřískových desek současně). Výška lisu dosahuje 8m.
Snížení lisovacího cyklu (zvýšení produktivity lisu) je dosaženo zvýšením lisovací teploty, použitím pryskyřic s kratší dobou vytvrzování a zvýšením počtu pracovních intervalů. Tato opatření byla realizována ve většině závodů, což umožnilo zvýšit produktivitu lisů z 35 na 80-85 tisíc m 3 bram za rok.
Autor považuje za nutné čtenáře upozornit, že existují i jednopatrové lisy. Jejich délka topné desky dosahuje 20 m, celková délka hlavního dopravníku je 60-70 m Při jeho obsluze je obsluha nucena k přemisťování použít jízdní kolo.
V posledních letech dřevotřískové desky sebevědomě posílily svou pozici a patří mezi nejoblíbenější dřevěné materiály. Osvědčily se jako nepochybné výhody v nábytkářském průmyslu, staly se hlavním konstrukčním materiálem v tomto odvětví a nedávno našly uznání pro stavebnictví, včetně nízkopodlažních budov.
Dřevotřískové desky jsou vyráběny z různých druhů pilařského odpadu, dřevozpracujícího a těžebního odpadu a z nekvalitní kulatiny. Tento princip určuje zvláštní význam této výroby – umožňuje nám z nekvalitního dřeva a souvisejícího odpadu připravit praktický a spolehlivý materiál, který slouží jako základ pro odolné, pevné výrobky a konstrukce.
Při výrobě se kusový odpad drtí na třísky pomocí štěpkovacích strojů. Třísky, piliny a odpad se zpracovávají na hobliny pomocí rotačních strojů.
Také hobliny se vyrábí z kulatiny nebo z kulatiny na strojích s nožovou hřídelí, a to buď přímo, nebo s předvýrobou třísek z kulatiny.
Před podáváním kulatiny do stroje se řežou, aby se získaly odměřené polotovary, obvykle jeden metr dlouhé.
Hobliny vyžadují stanovené, předem určené rozměry. Zejména šířka je v rozmezí 1-10 mm, délka je 5-40 mm, tloušťka je 0.2-0.5 mm. Nejmenší částice se používají pro vnější vrstvy desky.
Pro výrobu je důležité nejen dodržet stanovené rozměry, ale také kontrolovat rovinu třísek, rovnoměrnost tloušťky a rovinnost povrchu. U vnějších vrstev je nutné projít nejen štěpkovacími stroji, ale i následné dodatečné mletí pomocí drtičů nebo mlýnů, se změnou tloušťky materiálu.
Poslední operace hraje zvláště důležitou roli při výrobě desek s laminovanou úpravou. Protože na kvalitu povrchu jsou kladeny vysoké standardy kvality.
Pro skladování vyrobené surové štěpkové hmoty se používají bunkry, které jsou přiváděny pomocí pneumatického dopravního systému nebo mechanických dopravníků.
Suroviny přecházejí ze zásobníků do sušiček. Sušení třísek by mělo být zajištěno na vlhkost 4-6%, pro vnitřní vrstvu – 2-4%. Proto se k sušení různých vrstev používají samostatné sušičky.
Výroba dřevotřískových desek obvykle zahrnuje práci s konvekčními sušičkami, obvykle bubnovými sušičkami. V peci se topný olej nebo plyn spalují při teplotě 900–1000 °C.
Teplota sušícího prostředku na vstupu do bubnu dosahuje 450-550°C, na výstupu klesá na 90-120°C. Proces probíhá v bubnu o průměru 2.2 metru, délce 10 metrů, který je instalován se sklonem 2-3° směrem ke vstupu surových štěpků.
Po vysušení se hobliny odpovídajícím způsobem třídí pomocí pneumatických metod nebo pohonných jednotek. Tyto stroje rozdělují třísky na frakce určené pro použití ve vnitřní a vnější vrstvě.
Výroba čipů je v této fázi dokončena. Právě tato fáze tvoří základ pro úspěšnou realizaci následných operací, kvalitu bram a celkovou produktivitu práce. Proto je kladen zvláštní důraz na kvalitu přípravy výchozího materiálu s odpovídajícím vybavením a dovednostmi specialistů.
V míchačkách probíhá míchání třísek a pojiva. Podle technologie je vyžadováno rovnoměrné rozložení pryskyřice a tvrdidla ve hmotě třísek. Nedostatek vede k neslepeným plochám, nadbytek vede k nadměrné spotřebě pojiva se zhoršením pevnostních vlastností desek.
Pojivo je přiváděno do mísiče ve formě roztoků, s koncentrací v proudu vnější vrstvy v rozmezí 53-55 %, pro vnitřní vrstvu vyšší – 60-61 %.
V moderní praxi jsou nejpoužívanější míchadla, která nasměrují pojivo ve stříkaném stavu pomocí speciálních trysek na proud třísek zavěšených ve vzduchu. Oba proudy se smísí a na povrch třísek se nanese pojivo.
Míchačky obvykle vyžadují jemné nastavení pro udržení přesných poměrů pryskyřice, třísek a tvrdidla. Pomocí škrabáků nebo pásových dopravníků jsou pryskyřičné hobliny přiváděny do tvářecích strojů, kde jsou distribuovány v rovnoměrné vrstvě na palety nebo pásové dopravníky pod nimi.
V důsledku tohoto postupu se získá „koberec“ ve formě souvislého pásu určité tloušťky a šířky. Rozdělí se do balíků a poté se z nich lisováním za tepla formují desky. Taková rovnoměrnost plnění přímo ovlivňuje kvalitu vyráběných desek. Tvářecí stroje musí také distribuovat malé třísky do vnějších vrstev.
Dopravník promíchá balíky, které po předlisování získají formát hutných briket s dostatečnou pevností pro další přepravu.
V současné době se používají především dva zásadně odlišné typy hlavních dopravníků. Jeden typ zahrnuje další míchání pytlů a briket pomocí kovových táců. Jiný typ dopravníku využívá pásové dopravníky s bezpaletovým lisováním. Každé z uvedených schémat se v praxi osvědčilo jako řada výhod, i když to není bez možných nevýhod. Paletová varianta je považována za jednodušší, a proto spolehlivější způsob, avšak rozdíl v tloušťce desek je v tomto případě větší a náklady na tepelnou energii se také zvyšují. Při práci bezpaletovou metodou je možné dosáhnout určité úspory potřebné energie a lepší kvality desek.
Odborná literatura dostatečně podrobně zkoumá konstrukci hlavních dopravníků, takže se čtenář na přání může blíže seznámit se spletitostmi různých technologických linek na výrobu dřevotřískových desek.
Účelem lisování je zmenšit tloušťku obalu a učinit jej lépe přepravitelným. Je možné dosáhnout snížení tloušťky obalu 2.5-4krát. Při práci s bezpaletovým lisováním je tato hodnota vyšší. Práce se provádějí pod tlakem 1-1.5 MPa při lisování na palety. Pro bezpaletové lisování je tato hodnota 3-4 MPa.
Pro předlisování se obvykle používají jednopodlažní lisy; někdy se pracuje s mobilním lisem, i když za nejběžnější je považován lis stacionární.
Po předlisování procházejí brikety finálním zpracováním pomocí víceúrovňového hydraulického lisu za tepla. Bezpaletová metoda spočívá v pokládání briket v pásu přímo na horké lisovací desky. Při lisování je briketa vystavena tlaku a teplu. Délka lisovacího procesu přímo ovlivňuje celkovou dobu trvání pracovního cyklu, spotřebu energie a produktivitu podniku. Proto je minimalizace lisovacího cyklu mimořádně naléhavým úkolem.
Podobně jako u výroby dřevovláknitých desek jsou náklady na lisovací lis za tepla přibližně 20-25 % nákladů na veškeré vybavení závodu. Proto se problematika racionálního využívání tohoto zařízení stává pro zaměstnance společnosti povinnou starostí a zvláštní důraz je kladen na kvalifikaci obsluhy lisu. Lisování se provádí při teplotě 180 °C, za specifického tlaku 2,5-3,5 MPa. Doba trvání procesu je 0.3-0.35 minut na 1 mm. tloušťka desky.
Moderní lisy produkují desky, jejichž rozměry mohou dosahovat 6×3 metry a současně lze lisovat až 22 dřevotřískových desek. Výška lisů dosahuje 8 metrů.
Většina závodů hledá způsoby, jak snížit lisovací cykly zvýšením lisovacích teplot a použitím pryskyřic s kratší dobou vytvrzování. Díky tomu se zvýšila produktivita procesů na 80-85 tisíc m3 bram za rok namísto dřívějších 35 tisíc m3.
Desky jsou vyloženy z lisu na přijímací stojan, poté jsou odeslány na linku, kde jsou nařezány na standardní formát na čtyřech stranách. Tato linka často obsahuje chladicí jednotku. Dále jsou naskládány do balíčků a skladovány po dobu nejméně pěti dnů. Poté se desky vyleští.
V průměru se na výrobu 1 m3 dřevotřísky spotřebuje:
- dřevo – 1,75-1,85 m3,
- pryskyřice – 70-80 kg (v sušině),
- pár 1,4-1,5 tuny,
- elektřina – 160-170 kWh,
- Mzdové náklady činí 2,5-4 člověkohodiny.
Je důležité vzít v úvahu, že dnes pokračuje další zdokonalování technologií výroby dřevotřískových desek. Technologická zařízení se aktivně rozvíjejí a zdokonalují se pojivové materiály, což vede ke zlepšení mechanických a ekologických vlastností výrobků.
Zvláštní pozornost si zaslouží desky z orientovaných třísek (OSB). Hobliny v nich dosahují šířky a délky desítek milimetrů a jsou položeny rovnoběžně s rovinou desky. Díky tomu je možné dosáhnout vysoké statické pevnosti v ohybu, což má ve stavebnictví velký význam. Některé odrůdy, jako je OSB-3, se vyznačují dobrou odolností proti vlhkosti. Tyto desky našly široké uplatnění jako cenově dostupnější alternativa překližky.
V posledních letech se stále více rozšiřují rychle tuhnoucí pryskyřice, které výrazně zvyšují celkovou produktivitu pracovních procesů a odstraňují problém znečištění plynem v dílnách. Ekologické vlastnosti nových pojiv umožňují širší použití desek v obytných prostorách.
Pokračuje stabilní růst objemu výroby dřevotřískových desek s perspektivou udržení tohoto trendu i do budoucna. Pro rozvoj průmyslu má velký význam kvalifikovaný personál obeznámený s principy zpracování dřeva, elektroniky, tepelné techniky a hydrauliky.