Zařízení na výrobu svařovaného drátěného pletiva
Svařovaná armovací a zdicí síť, které se také zjednodušeně říká stavební síť, se používá pro vyztužování cihelného zdiva, základové potěry a omítací práce. Kromě toho se takové pletivo používá pro oplocení stavenišť, výrobu všech druhů kotců, výběhů a klecí v živočišné výrobě a na drůbežích farmách. V zemědělských komplexech se svařované pletivo používá jako rám pro skleníky. Svařované pletivo lze použít pro vyztužení železobetonových konstrukcí, monolitických podlahových a střešních desek, instalaci monolitických pásů, ochranných ocelových plotů, zpevnění stávajících podlah při rekonstrukci a pro jakékoli další účely, kde je vyžadováno vyztužení. Při výrobě základů výztuže se používá specializované zařízení. Principem jeho činnosti je svařování paralelních drátěných strun o průměru 90–3 nebo 5 mm, které jsou umístěny a protínají se pod úhlem 8°. 



AUTOMATICKÉ SVAŘOVACÍ ZAŘÍZENÍ R-2500D

Klíčové vlastnosti
- Stroj využívá elektrickou a elektronickou technologii synchronního řízení.
- Vysoká přesnost provozu zařízení, stabilita a spolehlivost svarových bodů, malá kontaktní plocha, absence svarových vad.
- Vysoká rychlost svařování se snadným učením a ovládáním.
- Stroj je vybaven přesnou jednotkou (patentovanou) pro řezání podélných a příčných tyčí a polohovacích buněk; Vzdálenost mezi prvky mřížky je stejná, není třeba ořezávat strany mřížky.
- Síťová tažná jednotka využívá elastické články s proměnným napětím (patentováno).
- Zachování přesných rozměrů svařované sítě. Snadné nastavení požadované velikosti ok v pracovním rozsahu.
- Podélný drát je přiváděn z cívek a měřené příčné tyče, předřezané pomocí rovnacího a řezacího stroje, jsou automaticky podávány ze zásobníku.
Hlavní technické parametry
| Jméno | Parametr |
|---|---|
| Průměr drátu | Ø2.0 – Ø5.0 mm |
| Podélná rozteč drátu | 50 – 200 mm, nastavitelné |
| Krok příčných tyčí | 50 – 200 mm, nastavitelné |
| Maximální šířka mřížky | 1500 mm |
| Délka síťoviny | dle požadavku zákazníka |
| Počet svařovacích elektrod | 31 |
| Svařovací transformátor | 125 kVA × 4 sady |
| Rychlost svařování | 50 – 70 křížení za minutu (v závislosti na průměru drátu a rozteči drátu) |
| Podélné podávání drátu | odvíjecí cívka |
| Křížové podávání drátu | předem narovnaný a ustřižený drát je přiváděn ze zásobníku krokovým motorem |
| Napájecí napětí | 380 V 50 Hz (jiné napětí na vyžádání) |
| Průřez elektrických vodičů | 150 mm2 každá fáze (pro hliníkové dráty) |
| Doba svařování | 10 ms ~ 100 ms |
| Svařovací napětí | regulované svařovacím transformátorem |
| Materiál obrobku | Pozinkovaný/černý drát, drát z nízkouhlíkové oceli, vyztužovací drát. Pevnost v tahu ≤ 550 N/m, obsah uhlíku ≤ 0,2 % |
| Řízení svařovacího proudu pro kontaktní svařování | tyristorový měnič |
| Nastavení svařovacího tlaku | úpravou délky nosníku a tlaku pružiny |
| Přenos | servo |
| Lisování | jaro |
| Metoda svařování | kontakt se synchronním odporovým řízením |
| Způsob kreslení sítě | elastické články s proměnným napětím |
| Způsob ovládání | mechanické |
| Rozměry (D × Š × V) | 3.0 m x 2.0 m x 1.5 m |
| Hmotnost zařízení | 3 t |
Výkonový transformátor ve výrobním závodě (dodaný zákazníkem) by měl mít kapacitu přes 160 kVA ~ 600 kVA a neměl by být umístěn dále než 50 metrů od svařovacího zařízení.
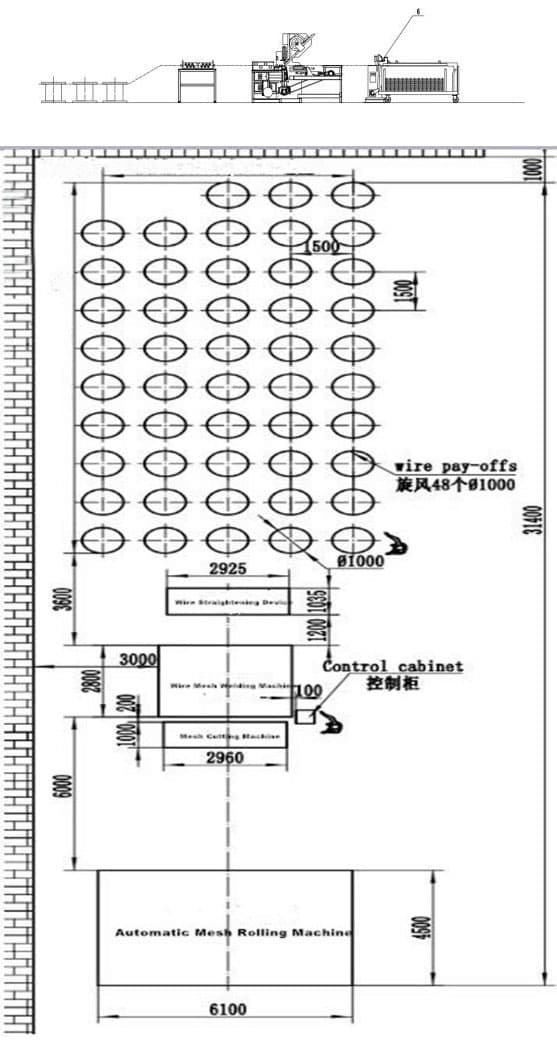
Uspořádání svařovacího zařízení
Obsah balení
| Komponenty | Číslo |
|---|---|
| Odvíječe | 32 pc |
| Zařízení pro podélné rovnání drátu | 31 pc |
| Stroj na rovnání a řezání drátu | 1 souprava |
| Svařovací systém | 1 souprava |
| Stroj na řezání pletiva | 1 souprava |
| Elektrická skříň a řídicí systém | 1 souprava |
| Náhradní díly | 1 souprava |
| Nástroje | 1 souprava |
| Uživatelská příručka | 1 souprava |
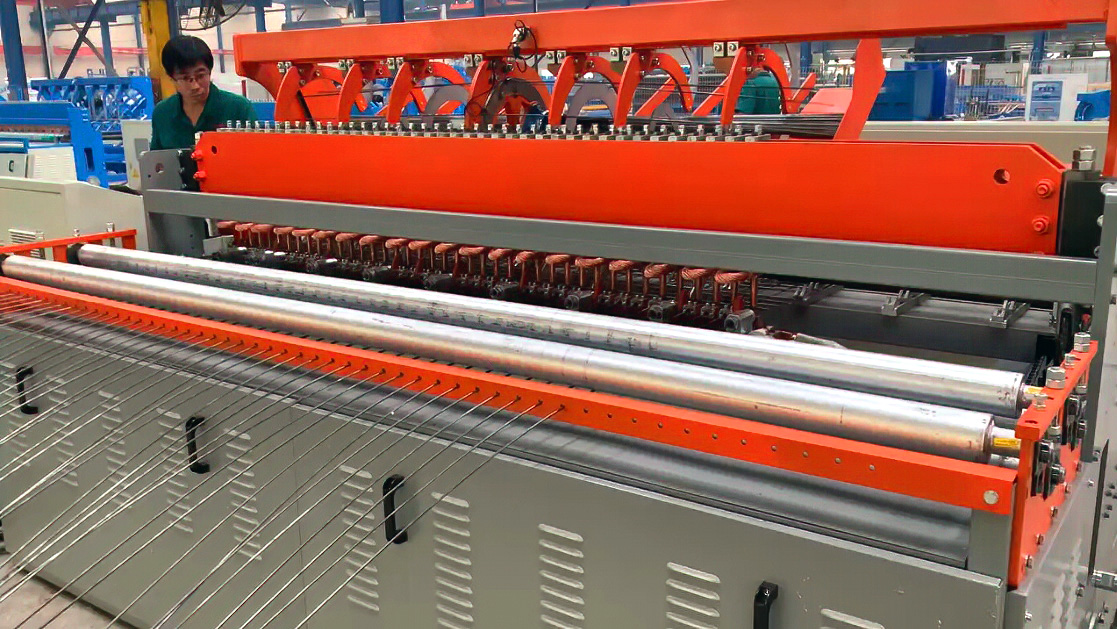
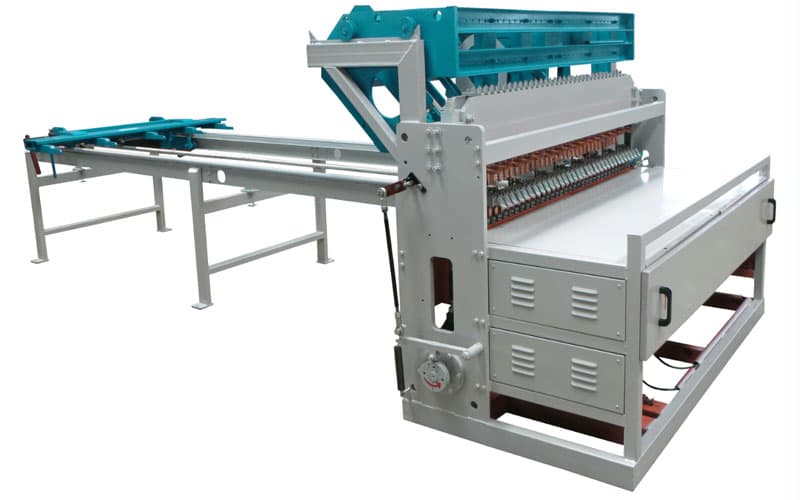
Fotografie zařízení pro svařování sítě

Rovnací zařízení
podélné dráty

Rovnací stroj
a řezání drátem

Řezací stroj
svařované pletivo

Svařovací elektrody vyrobené z
vodivý materiál


(Pokud nemůžete video zobrazit, aktualizujte svůj internetový prohlížeč)
POLOAUTOMATICKÉ SVAŘOVACÍ ZAŘÍZENÍ R-2500C
Hlavní parametry svařovací techniky
| Počet svařovacích elektrod | 31 |
|---|---|
| Průměr podélných a příčných drátů | 2.0 ~ 5.0 mm |
| Podélná rozteč drátu | 50~200 mm, stupňové nastavení |
| Rozteč křížového drátu | ≥25 mm, krokové nastavení |
| Materiál obrobku | drát z nízkouhlíkové oceli s obsahem uhlíku ≤ 0,2 % a pevností v tahu ≤ 550 MPa |
| Rychlost svařování | 40 – 60 křížení za minutu (v závislosti na průměru drátu a velikosti oka) |
| Výkon svařovacího transformátoru | 125 kVA × 4 sady |
| Režim podélného podávání drátu | ruční podávání předem nastříhaných drátů |
| Režim posuvu příčníku | Automatické podávání předřezaných prutů pomocí krokového motoru |
Provozní podmínky zařízení
| Externí napájení | třífázový 380V 50Hz, vzdálenost od hlavního rozvaděče až 50m |
|---|---|
| Řídicí napětí | 24V DC |
| Elektrická energie | ≥150 kVA |
| Hlavní transformátor | Maximální pokles napětí ≤ 10 %, napětí při zkratu ≤ 5 % |
| Průřez elektrických vodičů | 120 ~ 150 mm2 (pro měděné dráty) |
| Ekologické předpoklady | teplota 5 ~ 40 °C, relativní vlhkost ≤90 % (při 20 °C) |
| Chladicí systém | čistá, neutrální nebo mírně alkalická (ph 7 ~ 8) voda, spotřeba vody 2 m3/h, teplota vstupní vody 25 ~ 30 °C, tlak vstupní vody 0,15 ~ 0,3 MPa, chladící výkon 12 kW |
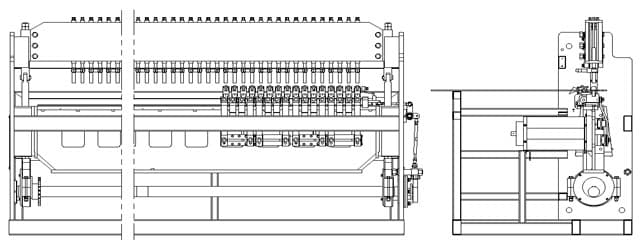
Schéma uspořádání svařovacího zařízení
- Přídržná deska
- Hlavní svařovací portál
- Příčný koš
- Traktorový vozík se svařovanou sítí CNC
Přesné rozměry instalace a rozmístění zařízení se mohou lišit v závislosti na přání zákazníka.
Příprava hlavního vybavení
| Svařovací stroj v ceně | svářecí portál | 1 souprava |
|---|---|---|
| zařízení pro polohování křížového drátu | ||
| zařízení pro podélné polohování drátu | ||
| řídicí systém | ||
| řídící kabinet | ||
| Další komponenty | přidržovací plošina | 1 souprava |
| schodiště | 1 souprava | |
| Příčný podavač tyčí | 1 souprava | |
| Zařízení pro pohyb mřížky | CNC trakční vozík | 1 souprava |
| zařízení pro podélný pohyb pletiva | 1 souprava | |
| Pomocné vybavení | rovnací a řezací stroj | Nastavení 2 |
| Náhradní díly | opotřebitelné části zařízení, jako jsou bloky elektrod, kontakty, měděné spoje, senzory přiblížení, pojistky atd. | 1 souprava |
POPIS VYBAVENÍ
Svařovací portál
Hlavní svařovací stroj je zařízení pro tvarování svarových bodů svařováním a lisováním podélného drátu s příčnými tyčemi.



Zásobník příčné tyče
Zásobník pro podávání křížového drátu je automatické zařízení, které podává předem připravené (nařezané a narovnané) tyče určité délky.