Svařování hliníku argonem: podrobný návod pro začátečníky.
Použití hybridní technologie, která kombinuje vlastnosti plyno-elektrické svařovací technologie, umožňuje pracovat s různými kovy. Abyste skutečně získali vysoce spolehlivé a odolné trvalé spoje, musíte znát vlastnosti argonového svařování.
Svařování argonem je speciální typ svařovacího procesu s použitím netavitelných nebo tavitelných elektrod v prostředí ochranného plynu. Roli ochranného média hraje inertní argon. Jeho použití zabraňuje vstupu vzduchu do svařovací zóny, což způsobuje oxidaci kovu tvořícího svar. Oxidace kovu způsobuje defekty ve struktuře švu, snižuje jeho pevnost a přispívá k rychlé destrukci trvalého spoje.
Proč se k ochraně svarové lázně používá argon?
Kvalita svaru závisí na čistotě roztavených kovů, které následně krystalizují a tvoří spolehlivé spojení. Použití inertního plynu argon eliminuje jakékoli chemické reakce s roztaveným kovem – samotný inertní plyn nevstupuje do chemických reakcí s kovy a chrání před oxidativními reakcemi způsobenými kyslíkem. Vzhledem k tomu, že argon je těžší než kyslík, vytlačuje své molekuly pryč z oblasti svarové lázně a zajišťuje tak jeho izolaci od kyslíkového prostředí. Absence kyslíku neguje výskyt oxidačních procesů a zvyšuje spolehlivost vytvořeného svarového švu.
Je důležité si pamatovat jednu z vlastností argonového svařování. Tento plyn se při použití proudu s obrácenou polaritou stává médiem s dobrou elektrickou vodivostí.
Klasifikace argonového svařování
V závislosti na stupni mechanizace svařovacího procesu je argonové svařování rozděleno do několika kategorií, které se od sebe liší:
- Ruční svařování (metoda RAD) – proces svařování je plně řízen svářečem. Drží hořák rukama a pohybuje s ním, aby roztavil svařované kovy. Pro ruční metodu se používají wolframové žárovzdorné elektrody.
- Poloautomatický (mechanizovaný) – tento proces se používá pomocí speciálního mechanismu, který podává svařovací drát. Hořák drží svářeč, ten řídí jeho pohyb a polohu vůči svařovaným dílům. Argonové obloukové svařování se často používá pro svařování dílů, které jsou vyrobeny z nerezové oceli.
- Automatický – proces je plně řízen svařovacím strojem, který svářeč ovládá na dálku. Automatické svařovací zařízení pohybuje hořákem a podává svařovací drát. Taková zařízení se používají v montážních dílnách a malých podnicích. Ve velkých výrobních dílnách se používají speciální svařovací roboty. Kompletně řídí celý proces argonového svařování bez jakéhokoli lidského zásahu.
Druhy technologie argonového svařování
Argonové svařování je rozděleno do následujících kategorií:
- MMA svařování. Jedná se o technologii ručního svařování pomocí elektrického oblouku zapalovaného speciálně obalenými elektrodami. Pokud pro svařování MMA použijete střídavý proud, bude možné svařovat obrobky z uhlíkové oceli. Použití stejnosměrného svařovacího proudu poskytne možnost svařovat nerezovou ocel, uhlíkovou ocel, ale i díly z hliníku a jeho slitin.
- TIG svařování. Často se používá v průmyslovém i domácím prostředí. Použití této technologie umožňuje svařovat různé kovy a jejich slitiny. Pomocí pulzního stejnosměrného a střídavého proudu můžete svařovat následující materiály:
- slitiny hliníku;
- nerezová ocel;
- uhlíkové a konstrukční oceli;
- slitiny titanu;
- neželezné kovy (mosaz, měď, bronz) a jejich slitiny;
- niklované a pozinkované díly.
- MIG svařování. Jedná se o poloautomatickou technologii svařování prováděnou pomocí tavného drátu v prostředí ochranného plynu – argonu. Touto technologií je možné svařovat konstrukce ze všech druhů ocelí, díly z hliníku a jeho slitin, výrobky z mědi a dalších neželezných kovů.
Jak vařit s argonem?
Argonové obloukové svařování je složitý technologický proces, který vyžaduje určité dovednosti a schopnosti ze strany svářeče. Zvažme, jaké vlastnosti svařování argonem potřebujete vědět.
Kvalita spojení svařovaných dílů závisí na stavu jejich povrchu – přítomnost nečistot, rzi a oxidového filmu snižuje pevnost a spolehlivost. Před svařováním jsou povrchy dílů důkladně očištěny pomocí mechanických a chemických čisticích metod.
Hořák svařovacího stroje by se měl hladce pohybovat podél spoje svařovaných dílů. Při příčném posunu hořáku kvalita svařování výrazně klesá. Při vytváření švu je důležité zabránit oscilacím v pohybech hořáku.
Hořák a drát musí být blízko kovového povrchu, aby se oblouk rychle zapálil při použití proudu. 15-20 sekund před zapálením oblouku musí být do oblasti svařování přiváděn inertní plyn. To umožní argonu vytěsnit kyslík, čímž se eliminuje oxidace švu.
Po zapálení oblouku je potřeba kontrolovat jeho délku – důležité je, aby byl co nejkratší. V tomto případě má šev větší hloubku, je úzký a odolný a bude vizuálně vypadat elegantně a krásně. Při dlouhém oblouku se šířka švu zvětšuje a jeho hloubka klesá. Tím se snižuje pevnost a trvanlivost vytvořených spojů.
Při svařování různých kovů argonem a přídavným drátem musí být přiváděn do pracovního prostoru pomalu. Příliš rychlé podávání výplňového materiálu může způsobit rozstřik kovu, což je nežádoucí. Optimální je vést plnicí drát před hořákem. Samotný hořák a plnicí drát musí být umístěny uvnitř oblasti, do které je přiváděn inertní plyn.
Vyplnění kráteru by mělo být provedeno snížením provozního napětí dodávaného do hořáku, nikoli přerušením oblouku. Přívod inertního plynu se zastaví 15 sekund po dokončení svařování. To poskytuje dodatečnou ochranu proti oxidaci kovu zahřátého na vysoké teploty.
Etapy argonového svařování
Použití argonového obloukového svařování je složitý proces, který vyžaduje pečlivé provádění postupů v určitém pořadí. V počáteční fázi musíte připravit všechny prvky potřebné k tomu:
- napájení;
- vhodný hořák se žáruvzdornou elektrodou;
- válec s ochranným plynem – argon;
- výplňový drát.
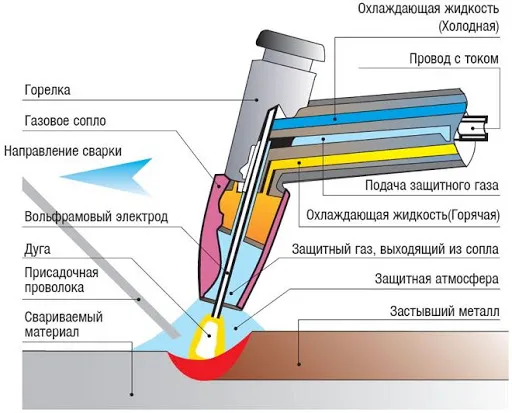
Wolframová elektroda by měla být namontována v hořáku tak, aby vyčnívala dopředu o 2-5 mm. Průměr elektrody se volí na základě typu svařovaného kovu, tloušťky obrobku a povahy svaru, který má být získán. Kolem držáku elektrody je instalována tryska, kterou je do svařovací zóny přiváděn argon tvořící ochranné prostředí.
Po přípravě zařízení a spotřebního materiálu se připraví povrchy, které se mají svařit. Pro svařování argonem je důležité, abyste z povrchu kovových dílů odstranili oxidový film, stopy rzi, barvy nebo oleje. K čištění se používají chemické a mechanické metody. Dokončením čištění povrchu je proces odmaštění.
Po dokončení přípravy povrchů svářeč uvede svařovací zařízení do provozuschopného stavu. Postup:
- zdroj energie je připojen k elektrické síti;
- „uzemnění“ je připojeno k části, která bude svařována;
- Ochranný plyn je dodáván do oblasti, kde jsou svařovány obrobky – k tomu je na rukojeti hořáku speciální tlačítko (plyn je dodáván předem, 15-20 sekund před začátkem);
- Pomocí vysokofrekvenčního impulsu se zažehne elektrický oblouk, čímž se uzavře obvod mezi svařovaným dílem a elektrodou.
Po zapálení oblouku svářečka vytvoří šev spojující dvě oblasti roztaveného kovu svařovaných dílů. Je nutné plynule vést oblouk podél linie spojení obrobků, s vyloučením náhlých pohybů hořáku v příčném směru.
K pohybujícímu se hořáku je přiváděn přídavný drát, který se taví a poskytuje potřebné vlastnosti svaru. Drát je umístěn před hořákem v ostrém úhlu k povrchu, který má být svařován – asi 15-30°. Přídavný drát musí být přiváděn pomalu, aby se zabránilo rozstřikování roztaveného kovu a vytváření nerovnoměrného svaru. Hořák s elektrodou musí svírat se svařovaným dílem úhel 90°.
Během procesu argonového svařování by se elektroda neměla dotýkat svařovaného dílu. Mělo by být ve vzdálenosti asi 2 mm od něj. Při této délce svařovacího oblouku je zajištěn maximální průnik obrobku v celé jeho tloušťce, což zaručuje vysokou spolehlivost a životnost spojů.
Po dokončení práce na svařování obrobku by se dodávka argonu neměla okamžitě zastavit. Po 15 sekundách přestaňte dodávat ochranný plyn. poté, co oblouk přestane hořet.
Vlastnosti svářečských prací
Argonové obloukové svařování má mírně odlišné provozní režimy pro obrobky z různých materiálů. Například polarita a směr proudu závisí na typu kovu. Ocelové díly a nerezové obrobky jsou svařovány stejnosměrným proudem se stejnosměrnou polaritou. Pro výrobky z neželezných kovů, ale i hořčíku a hliníku je vhodný střídavý proud s obrácenou polaritou.
Pro různé podmínky svářečských prací se také liší spotřeba inertního plynu. V uzavřeném prostoru, například v dílně, je menší, ale venku přibývá. Přítomnost větru zvyšuje spotřebu argonu, proto se doporučuje používat speciální ochranu proti větru.
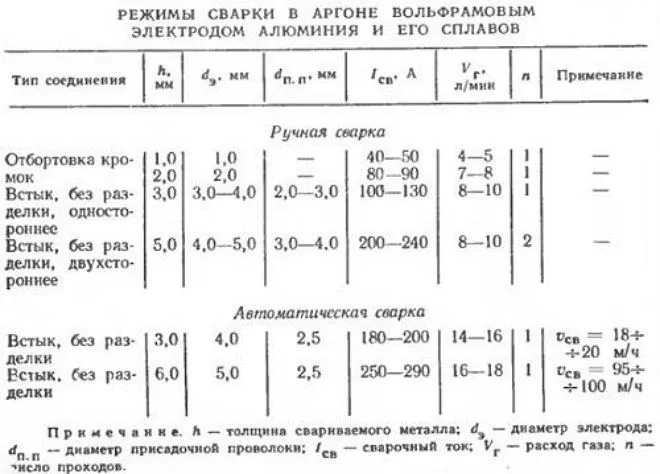
Síla proudu argonového obloukového svařování se volí na základě tří parametrů: typu svařovaného kovu, tloušťky součásti a průměru použitých elektrod. Svářeči používají speciální tabulky, které ukazují aktuální hodnotu v závislosti na hodnotách uvedených parametrů.
Přestože se k ochraně svarové lázně před vstupem vzduchu používá argon, argonová směs má nízkou koncentraci kyslíku – asi 5 %. Tento kyslík je potřebný k zajištění spalování škodlivých nečistot, které by se mohly dostat do svarové lázně nedostatečným čištěním kovových povrchů nebo nečistot ve složení kovu, ze kterého jsou svařované díly vyrobeny.
Vlastnosti práce s kovem
Technologie argonového obloukového svařování umožňuje svařovat díly z různých kovů, a to i ty, které nelze spojovat jinými druhy svařování. Používá se ke svařování oceli včetně nerezové oceli, hliníku a jeho slitin a různých neželezných kovů. Podívejme se, co je argonové svařování na příkladu práce s několika kovy.
Práce s hliníkem
Svařování hliníkových obrobků bez argonu je velmi obtížné a někdy téměř nemožné. Obtížnost je způsobena tím, že kontakt hliníku s kyslíkem vede k okamžitému vytvoření oxidového filmu na povrchu.
Oxid hlinitý má bod tání výrazně vyšší než čistý hliník, což eliminuje možnost svařování a spojování svařovaných obrobků dohromady.
Argonové svařování hliníku zahrnuje dodávání argonu, který je těžší než kyslík, do svarové lázně. Inertní plyn vytlačí molekuly kyslíku a eliminuje oxidační reakci. V tomto případě se hliníková část a přídavný drát taví při stejné teplotě, což tvoří svar. Ukazuje se, že je poměrně hluboký, odolný a úhledný.
Tig svařování hliníku se provádí pomocí střídavého proudu. Použití obrácené polarity zvyšuje bod tání v důsledku katodického odstraňování oxidu kovu. Použití přímé polarity zajišťuje stabilní spalování krátkého oblouku, ale jeho síla nestačí na zničení oxidového filmu. V důsledku toho je v tomto případě použita pouze obrácená polarita, kvalita švu je velmi dobrá a prakticky nevyžaduje dodatečné mechanické zpracování.
Hliníkové díly je možné svařovat i stejnosměrným proudem, jen je v tomto případě nutné použít jiný inertní plyn – helium. Je výrazně dražší než argon a spotřebovává se ve velkém. V důsledku toho je svařování DC argonem nerentabilní a finančně neopodstatněné.
Důležitým bodem při svařování hliníkových obrobků je čištění jejich povrchů. Před započetím prací je nutné díly důkladně odmastit a následně mechanicky nebo chemicky očistit – tím se odstraní povrchový oxidový film.
Práce s mědí
Měď je neželezný kov, její vlastností je vysoká odolnost vůči korozi a agresivnímu prostředí. V procesu svařování měděných dílů se nepoužívá čistý argon, ale jeho směs s heliem. Svařování se provádí stejnosměrným proudem pomocí wolframových elektrod.
Svařování obrobků o tloušťce větší než 4 mm se provádí s jejich předehřevem na teplotu +800°C. Jako výplňový drát se používají tyče malého průměru ze slitiny mědi a niklu nebo čisté mědi.
Vzhledem k vysoké tepelné vodivosti mědi je nutné svařované hrany oříznout. Pokud tloušťka dílů není větší než 12 mm, stačí oříznout jednu z hran. U dílů o větší tloušťce se seříznou obě hrany.
Klady a zápory argonového obloukového svařování
Díky svým výhodám oproti jiným typům svařování je použití technologie argonového obloukového svařování velmi oblíbené, protože:
- svarová lázeň je maximálně chráněna před pronikáním kyslíku způsobujícího oxidační reakce;
- Svařované díly se příliš nezahřívají – to zabraňuje jejich deformaci a umožňuje jim zachovat si svůj tvar (zejména pokud má obrobek malou tloušťku);
- svařování v argonovém prostředí se vyznačuje vysokou tepelnou silou oblouku – to umožňuje provádět proces svařování poměrně rychle v krátkých časových obdobích;
- argonovým svařováním lze spojovat jakékoliv kovy a jejich slitiny, i ty, které nelze spojit jinými metodami svařování;
- Proces svařování je poměrně jednoduchý a lze jej provádět nejen ve výrobních podmínkách, ale také doma.
- můžete svařovat díly téměř libovolné tloušťky (i tenké);
- svařovací šev je vysoce kvalitní a spolehlivý při použití svařované konstrukce vydrží velké zatížení;
- Oblouk se rychle zapálí a hoří stabilně.
Argonové svařování má také některé nevýhody:
- Pro práci se používá špičkové vybavení, které vyžaduje dovednosti k jeho nastavení;
- Svařovací zařízení je poměrně drahé.
Na co se zaměřit při výběru zařízení pro svařování argonovým obloukem?
Poté, co jste zjistili, co to je – argonové svařování, musíte si vybrat zařízení. Vybírá se na základě plánovaných úkolů a množství práce, kterou je třeba udělat.
Základem svařovacího zařízení pro argonové svařování je invertor. Lze jej připojit do sítě s napětím 220 V nebo 380 V. Invertorová jednotka převádí střídavý proud o frekvenci 50 Hz na proud, s parametry nutnými pro argonové svařování. Pro domácí práce je lepší koupit zařízení napájené ze sítě s napětím 220 V a pro výrobu je lepší zvolit model s napájecím napětím 380 V. Pro práci s různými kovy je třeba použít střídač, jehož konverzní systém může dodávat na výstup stejnosměrný i střídavý proud . Některé kovy lze svařovat pouze střídavým proudem.
Důležitým parametrem svařovacího invertoru je rozsah podporovaných provozních proudů. Obecně se uznává, že na 1 mm tloušťky svařovaného dílu je zapotřebí proud 35 A Pro práci s tenkostěnnými obrobky – menšími než 1 mm, budete potřebovat zařízení s nízkým spodním prahem pro regulaci svařovacího proudu. V takových případech bude vyžadován proud asi 5 A.
Podpora pulzního režimu zajistí vysokou kvalitu svarů a zcela eliminuje deformace svařovaných dílů. Princip činnosti pulzního invertoru spočívá ve střídání dodávky svařovacího proudu a pauzách. Pulzní režim se často používá pro svařování hliníkových dílů. Použití vysokého proudu vám umožní zničit žáruvzdorný oxidový film a snížení výkonu během krátké pauzy roztaví základní kov.
Dalším důležitým parametrem je doba zapnutí. Udává, jakou část určitého časového období může zařízení pracovat nepřetržitě a jakou část by mělo zůstat v pohotovostním režimu. Na základě tohoto parametru se určí rychlost dokončení určitého množství práce. Pokud potřebujete svařit mnoho dílů, měli byste zvolit zařízení s ukazatelem doby zapnutí blízkou 100 %.
Argonové svařování vyžaduje kromě invertoru hořák. Lze použít dva typy hořáků:
- s nekonzumovatelnou elektrodou – používají se wolframové elektrody upevněné ve vodivé kleštině; kolem elektrody je tryska, kterou je argon přiváděn do oblasti svařování;
- s tavnou elektrodou – kromě netavitelných elektrod lze použít i tavné elektrody, které se podílejí na tvorbě svarové lázně; Pomocí těchto elektrod můžete do svarové lázně zavést potřebné přísady.
K provozu lze použít vzduchem nebo vodou chlazené hořáky.
Použitý argon je uložen ve válcích, jejichž objem se volí v závislosti na množství vykonané práce. Pro přívod plynu do hořáku slouží vysokotlaká hadice s reduktorem a dvěma manometry – vysokotlakým a nízkotlakým.
Další články
Co je NAKS a jak jsou svářeči certifikováni? Podrobný přehled od prvotní registrace až po získání certifikátu. Druhy a úrovně certifikace.
Svařování nerezové oceli lze provádět několika způsoby: argonem, ručním, poloautomatickým svařováním. Zároveň maximální kvalita.
Aplikace a princip činnosti svařovacích transformátorů. Jsou zvažovány hlavní charakteristiky a role svařovacích transformátorů ve svařovacích procesech. Zjistit
Článek pojednává o různých typech elektrod a oblastech jejich použití. Zde najdete užitečné informace o vlastnostech elektrod, které vám pomohou.
Článek o technologii svařování hliníku poskytuje informace o různých metodách svařování, včetně výběru techniky a faktorech, jako je prefabrikace.
Svářeč je žádaná profese, takového specialistu vyžaduje snad každá výroba, která je spojena s výrobou kovových konstrukcí.
Svařování jsem viděl dost, bolí mě oči, co dělat a na koho se obrátit – to je první otázka svářečů, kteří nedodržují bezpečnostní pravidla. V článku.
Svařování je dnes nejoblíbenější a nejpraktičtější možností spojování kovových prvků. Takové manipulace jsou však poměrně obtížné.
TIG TIG svařovací elektrody jsou žárovzdorné tyče používané pro svařování v ochranném plynu.
V každodenním životě, při provádění oprav nebo stavbě různých kovových konstrukcí je často vyžadováno spolehlivé spojení několika kovových polotovarů.
Hliník není nejjednodušší kovoobráběcí materiál. Při dodržení určitých pravidel a doporučení však svařování tohoto kovu nezpůsobuje potíže. Svařované spoje mohou být vyrobeny různými způsoby, ale nejspolehlivější a nejkrásnější šev, který nevyžaduje další zpracování, lze získat pouze použitím argonu.

Specifické vlastnosti hliníku
Než v praxi zvládnete svařování „těkavých“ sloučenin kovů v argonu, měli byste dobře porozumět jeho vlastnostem a nezapomeňte je vzít v úvahu. Vlastnosti jako nízká měrná hmotnost, vysoká pevnost a odolnost proti korozi umožňují vytvářet lehké a spolehlivé konstrukce. Ale navzdory skutečnosti, že hliník se snadno obrábí a tvaruje, vytváření trvalých spojení s ním má své vlastní vlastnosti:
- Hliník je vysoce aktivní látka. Při interakci s kyslíkem oxiduje. Na jeho povrchu je vytvořena „ochranná“ vrstva ve formě oxidového povlaku, jehož zahřátí vyžaduje teplotu přes 2 tisíce stupňů, zatímco teplota tání samotného kovu je v závislosti na jeho čistotě 640-660 ⁰C. .
- Díky vysoké tepelné vodivosti tohoto neželezného kovu dochází k intenzivnímu odvodu tepla z místa svařování do spojovaných dílů a hloubka průniku se zmenšuje. Aby se tomu zabránilo, je obrobek předehřátý.
- Když se hliník taví, nemění barvu, což vytváří určité potíže. Protože je vizuálně nemožné posoudit ohřev připojovaných prvků. To způsobuje popáleniny a netěsnosti.
- Při provádění svářečských prací je nutné vzít v úvahu významný koeficient lineární roztažnosti hliníku. V důsledku smrštění odlitku může dojít k deformacím a prasklinám uvnitř spojovacího švu. V tomto případě se upraví nebo se zvýší spotřeba drátu.
Dalším důležitým bodem je stanovení spotřeby plynu. Čím je materiál tlustší, tím je vyšší.
Aby se zabránilo oxidaci kovu při interakci s kyslíkem, je pracovní plocha chráněna argonovou kupolí. Pokud používáte poloautomatické svařovací stroje, řeší se současně dva problémy: kontinuální přívod drátu a ochrana tavicí zóny před vnějšími vlivy.
Svařování hliníku. Základní metody
Obrábění hliníku se ve většině případů provádí poloautomaticky, argonem nebo invertorem.
Při svařování poloautomatickým strojem (MIG/MAG) se místo elektrody používá svařovací drát. Dodává se ve dvou typech: poměděný a tavidlo. Vzhledem k tomu, že drát je podáván automaticky, není třeba sledovat vzdálenost mezi hořákem a kovem. Je to konstantní.
Šev se ukáže být neškodný, i když rychlost provádění je nižší než u druhého způsobu.
Tig svařování (TIG) používá wolframové elektrody. Díly jsou zahřívány elektrickým obloukem, který hoří mezi elektrodou a spojovacím bodem. Hliníkový drát se přivádí do oblasti, kde se kov taví, čímž se vytvoří svar.
Není vždy vhodné svařovat materiál, jako je hliník, pomocí inventárních strojů, protože je obtížné kontrolovat kvalitu. Při použití obalených tavných elektrod se svařování provádí stejnosměrným proudem, kdy držák s elektrodou je připojen ke kladné svorce měniče. V případě wolframu se používá střídavý proud.
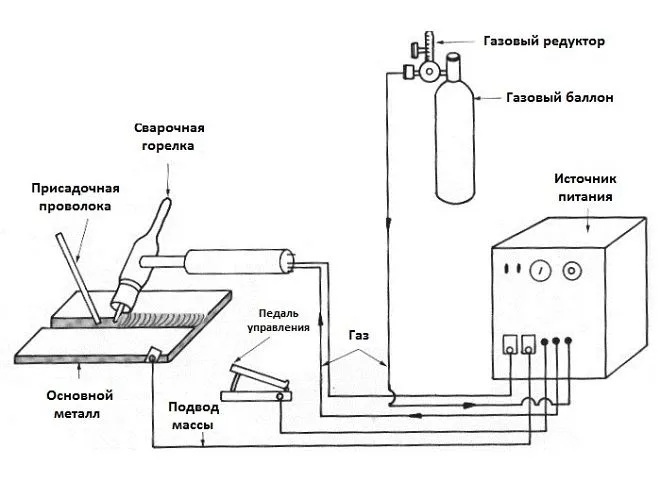
Technologie svařování argonem
Tato technologie se používá tam, kde je důležitý typ a kvalita svarového spoje. K jeho provedení budete potřebovat zdroj proudu, argonový válec, podavač, který tlačí plnicí drát do pracovního prostoru, a přístroj. Pokud se jedná o duální režim, musíte vybrat režim střídavého proudu (AC). Zpočátku pracují s vysokým proudem pro rychlejší zahřátí kovu. Poté se redukuje, aby nedošlo k přepálení.
Pro snížení spotřeby argonu je nutné vybavit hořák plynovou čočkou se speciální síťkou.
Nastavení zařízení
Hliník a jeho slitiny jsou svařovány s přímou polaritou, mínus na elektrodě. Svařování se provádí střídavým proudem.
Zařízení je nakonfigurováno následovně:
- Bezprostředně před prací nastavte tlak plynu (6-12 l). Záleží na podmínkách (uvnitř nebo venku) a průměru trysky. Je třeba vzít v úvahu takový koncept jako turbulence. Když z trysky vychází vysoký tlak plynu, mísí se se vzduchem a snižuje se ochrana prostoru.
- Dále je určen provozní režim.
- Nastavte vyfukování švu (s) a startovací proud (A).
- Zvýšení proudu (2 s).
- Poté se nastaví hlavní proud, který závisí na druhu a tloušťce materiálu.
Poté přejděte k nastavení AC. Obvykle se jedná o frekvenci 200 Hz a vyvážení střídavého proudu 40 % s malou šířkou švu.
Nastavte režim „vyplnění kráteru“ (smršťovací dutina, ke které dochází v důsledku prudkého přerušení oblouku), dobu doznívání, ukončovací proud a vyfukování švu. Podle definice by tam neměl být žádný kráter. Existuje zámek a neměl by se lišit od hlavního švu, ale to závisí na dovednosti svářeče.
| Způsoby argonového obloukového svařování hliníku wolframovou elektrodou | ||||
| Tloušťka kovu, mm | Průměr, mm | Síla proudu a | ||
| Wolframová elektroda | výplňový drát | V argonu | V heliu | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Hořáky a spotřební materiál

Součástí zařízení je obvykle argonový TIG hořák. Pro většinu typů práce to bude stačit. Ale když plánujete pracovat s hliníkem po dlouhou dobu, je lepší si koupit nebo vyrobit vlastní kapalinovou chladicí jednotku. Tím se prodlouží životnost hořáku. Jsou ve dvou typech: americké s kulatou rukojetí a evropské, které jsou z hlediska ergonomie poměrně složité. Existuje i ruská verze, ale ta je příliš těžká a objemná.
Spotřební materiál pro hořáky:
- K řešení většiny problémů se používají wolframové elektrody o průměru 2,4 mm. Pro proudy nad 150 A lze zakoupit elektrodu 3,2 mm. Tyto průměry budou zcela dostačující.
- Sada obsahuje běžné trysky bez plynových čoček. Ale pokud chcete ušetřit na plynu a zvýšit ochranu plynu, pak je lepší jej nainstalovat.
- Nejoblíbenější tryska je č. 7 pro hliník se nedoporučuje brát více.
- Pro ty, kteří se chystají provádět opravy svařování, musíte mít čepice různých velikostí.
Okamžitě si můžete zakoupit sadu se spotřebním materiálem. Není to levné, ale vyřeší problém se spotřebním materiálem na dlouhou dobu.
Příprava dílů ke spojení pro práci
Díly, které budou svařeny dohromady, jsou vyrobeny co nejhladší a nejrovnější. Pokud máte pásovou brusku (stroj na dokončování materiálu), můžete ji nebo brusku použít k odstranění mezer. Hrany jsou upraveny pilníkem nebo drátěným kartáčem s jemnými štětinami.
Díly musí být čisté. Případné nečistoty (špína, prach, mastnota) jsou z jejich povrchu odstraněny pomocí detergentů. Oxidový film se odstraní kartáčem s tuhými štětinami. Poté se díly umyjí čistou vodou a odmastí acetonem nebo jiným rozpouštědlem, které by mělo samo zaschnout.
Pokud je velikost obrobků malá, umístí se do alkalického roztoku zahřátého na 60 °C a ponechá se v něm několik minut. Poté se povrch přebrousí drátěným kartáčem.
Přípravné práce se provádějí bezprostředně před zahájením provozu, dokud nezačnou oxidační procesy.
Proč používat střídavý proud
Svařovací práce s argonem se provádějí pomocí střídavého proudu. A jeho prvním cílem při práci s hliníkem je zničit oxidový film. V každém zařízení se toto nastavení nazývá jinak: AC vyvážení, čištění, obrácená polarita. Ale ve skutečnosti se jedná o vyvážení střídavého proudu, to znamená úpravu času přepnutí obrácené polarity.
Obvykle je procento nastaveno na 50/50. Horní číslo je přímá polarita, spodní číslo je obrácená polarita. Musíte pochopit, že není regulována síla proudu, ale doba strávená v obrácené polaritě. Při jeho zmenšení se zlepšuje hloubka průniku, oblouk se zužuje, zvyšuje se jeho stabilita, ale klesá kvalita destrukce oxidového filmu.
Když se prodlouží čas strávený v obrácené polaritě, oblouk se rozšíří, stejně jako zóna stripování, oxidový film se rychleji rozruší, ale hloubka průniku a stabilita oblouku se sníží. Začíná slídit.
Opačná polarita ovlivňuje fyzický stav wolframové elektrody. S přibývajícím časem se zvyšuje jeho zatížení, což vede ke zničení (tavení).
Pokud snížíte vyvážení obrácené polarity, pak překročení ampérového zatížení povede k tomu, že se částice odlomí z wolframu a vletí do součásti. V tomto případě se elektroda delaminuje a zhroutí. To je důvod, proč je důležité zachytit AC rovnováhu.

Některé vlastnosti zpracování kovů v argonu
Svařování prvků začíná lepením na jedné a druhé straně. Poté obrobek obrátí a vytvoří dvě další svorky a v případě dlouhé délky – 3-4.
Pokud je tam pedál, pak je výhodnější regulovat přívod proudu. Dokud se kov nezahřeje a není tam roztavený hliník, přísada se nedodává. Přísada se volí podle tloušťky materiálu. Vzdálenost mezi elektrodou a obrobkem by neměla být větší než 3 mm, čím menší, tím lepší, ale to je pro pokročilé.
Hořák je držen mírně šikmo. Nejlepší úhel je rovný, protože vám umožňuje získat symetrickou lázeň a má zase maximální ochranu proti plynu. Ale v tomto případě není samotný proces svařování viditelný. Proto je hořák mírně nakloněn, asi o 15 stupňů. To se provádí v případě tupého švu. Při svařování T-spoju, pokud mají části stejnou tloušťku, je úhel elektrody 45 stupňů a je umístěn přesně mezi obě části, aby se rovnoměrně roztavily. Pokud je jedna část tlustší (nejčastěji základna), pak se elektroda nakloní na tlustý kov.
Pro získání vysoce kvalitního a krásného švu se přísada nanáší po troškách. Zahřál, přesunul, naservíroval. Svařování nemá rádo spěch. Je potřeba zachytit moment pohybu hořáku a přívod aditiva. Musíte to přivést do dobré svarové lázně. Pokud je proud nedostatečný, ozve se charakteristický praskavý zvuk jako při smažení sádla. Nemělo by to existovat. To znamená, že hliník je stále studený, je nutné zvýšit proud. A pokud není slyšet praskání, ale lázeň se začne šířit a nelze ji ovládat, je třeba snížit aktuální hodnotu. Jedině tak se vytvoří krásná šupina.
Ohledně ochrany svarové lázně. Argon musí být kvalitní, proto Gost raději nepoužívejte. V ideálním případě vezměte argon o vysoké čistotě – 99,998 %. Aby bylo zajištěno, že laminární proudění plynu je správné (nemíchá se a nepulzuje) a plní svou funkci na maximum, je na hořáku instalována plynová čočka a na ni je instalována keramická tryska.
Pojďme si to tedy shrnout. Na začátku procesu je přiváděn plyn a teprve poté je zahájeno svařování a na konci operace se akce provádějí obráceně se zpožděním až 5 s.

Výhody a nevýhody argonového svařování
Vytváření trvalých spojů dílů z neželezných kovů a jejich slitin pomocí argonu má své klady i zápory.
- Na rozdíl od jiných technologií vám tato metoda umožňuje získat spolehlivé a vizuálně krásné švy malé tloušťky s nevýznamným ohřevem svařovaných prvků. Vzhledem k tomu, že deformace je minimální, používá se tato metoda pro svařování obrobků se složitými konfiguracemi a těch kovů, které nelze svařovat žádnými jinými metodami.
- Argon jako inertní plyn je těžší než vzduch, při dodržení technologického postupu se tedy atmosférické plyny do zóny roztaveného kovu nedostanou.
- Elektrický oblouk je krátký a má vysoký tepelný výkon, takže s dostatečnou úrovní přípravy je práce prováděna efektivně a nevyžaduje mnoho času.
- S náležitou péčí, s ohledem na základní požadavky a nuance, není zvládnutí procesu obtížné.
- Pokud se práce provádí venku, může se při poryvech větru odpařovat plyn, což negativně ovlivní kvalitu spojovacího švu. Poté musíte použít uzavřenou místnost, kde je instalována nucená ventilace.
- Vysoká cena a složitost zařízení, práce s nimiž vyžaduje speciální znalosti a určité dovednosti.
- Při použití vysokonapěťového svařování je třeba předem zajistit dodatečné chlazení.
Jak vidíte, nevýhody jsou malé a lze je v případě potřeby odstranit.
Hlavní chyba začátečníků při svařování hliníku
Pohyb elektronů nastává z mínusu do plusu nebo naopak. A když se přísada dostane do vzduchu, roztaví se teplotou ze svarové lázně. Zoxiduje a kapka spadne do vany. Výsledkem je, že se na švech objevuje černá barva a začátečníci nemohou pochopit důvod. To je chyba, kterou dělá 80 % začínajících svářečů.
Aditivum nemá žádný náboj, když je ve vzduchu. Když se dotkne součásti, obdrží stejný náboj jako obrobek. Elektrony, které přelétají z wolframové elektrody do součásti, překážku (aditivum) neobcházejí, ale pronikají do ní. Teplo oblouku a pohyb elektronů tedy odřízne kus drátu, vezme ho do lázně a zahřeje.
Druhým bodem je, že když se plnivo dotkne svarové lázně, tato uvolňuje teplo, což usnadňuje a urychluje vyzvednutí tavného drátu.
Takové malé nuance je třeba vzít v úvahu během procesu učení.

Doporučení pro začátečníky
Neprovádějte prudké pohyby s držákem a přemístěte hořák z pracovního prostoru, jinak ochrana plynu zmizí a dostane se do něj vzduch. Což povede ke vzniku pórů a oxidů ve svaru. Spojení se každou chvíli přeruší nebo se v něm objeví praskliny.
Pokud je šev kulatého nebo oválného tvaru, pak můžeme mluvit o nedostatečné hloubce průniku. Proto byste měli vždy sledovat svarovou lázeň. Ideálně má podlouhlý tvar, s malým válečkem.
Elektroda se dívá pouze dopředu a přísada je přiváděna směrem k ní a vždy rovnoměrně. Pokud přichází přerušovaně, oblouk se stane nestabilním, což znamená, že se zvýší spotřeba plynu a elektřiny.